Wozu Glanz messen?
Glanz ist ein Aspekt der visuellen Wahrnehmung von Objekten, der bei der psychologischen Wirkung von Produkten auf den Kunden eine ebenso große Rolle spielt wie


Es ist auch wichtig, dass das Endprodukt die nötige Formstabilität aufweist, um das verpackte Produkt aufzunehmen und zu schützen.
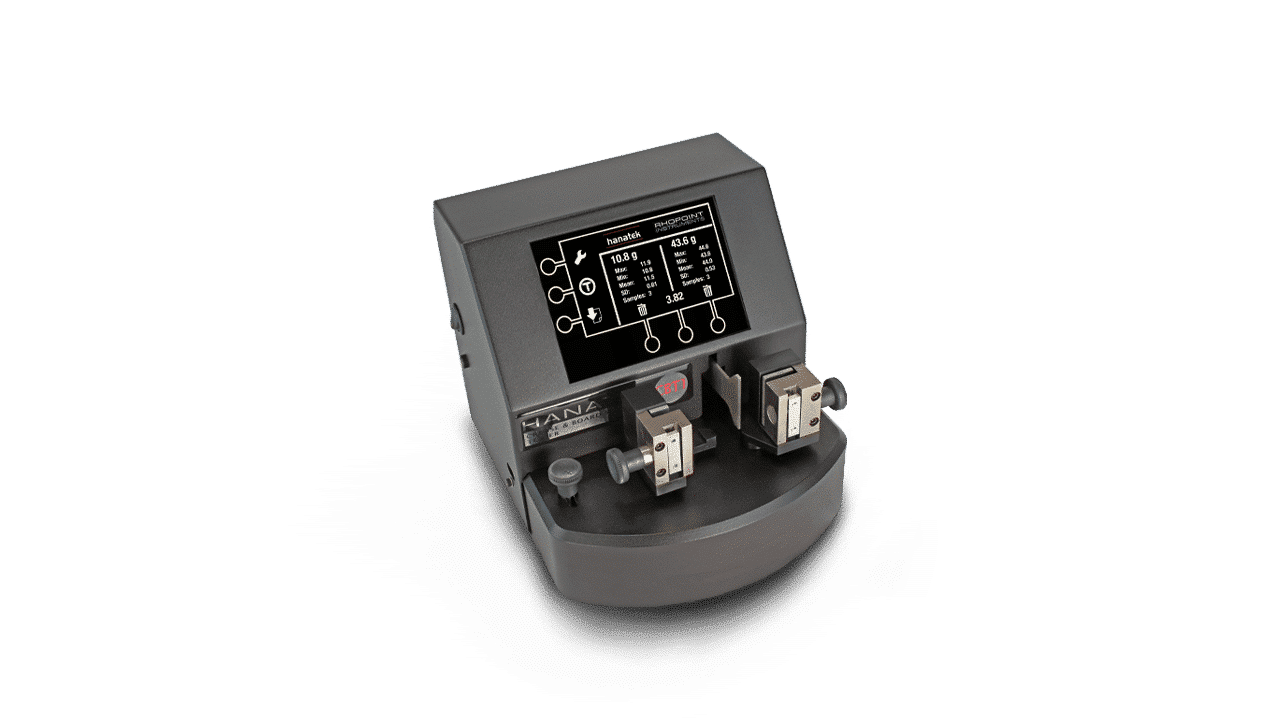
Biegesteifigkeit und Rill-/Falzwiderstand sind nicht nur wichtige Parameter, um die maximalen Geschwindigkeiten bei Zusammenbau und Verpackung zu ermitteln, sondern stehen auch mit der Formstabilität des fertigen Produktes in Zusammenhang.
Die Biegesteifigkeit wird durch die physischen Eigenschaften des Substrats bestimmt, d. h. seine Dicke, den Fasermix, die Beschichtung und das Herstellungsverfahren. Um die Biegesteifigkeit zu ermitteln, wird der Widerstand eines Probenzuschnitts gegen eine Kraft gemessen, die in einem vorgegebenen Winkel einwirkt.
Für eine maximale Kosteneffizienz ist es wichtig, dass der Zusammenbau des Kartons so schnell wie möglich erfolgt, ohne dass dabei Zuführungsfehler oder Staus auftreten.
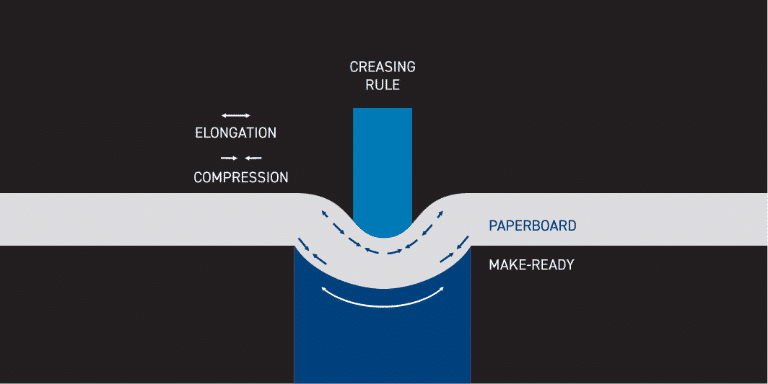
Bei der Ermittlung des Rill-/Falzwiderstandes handelt es sich um eine ähnliche Widerstandsmessung, allerdings über einen vorgefertigten Falz im Kartonrohling.



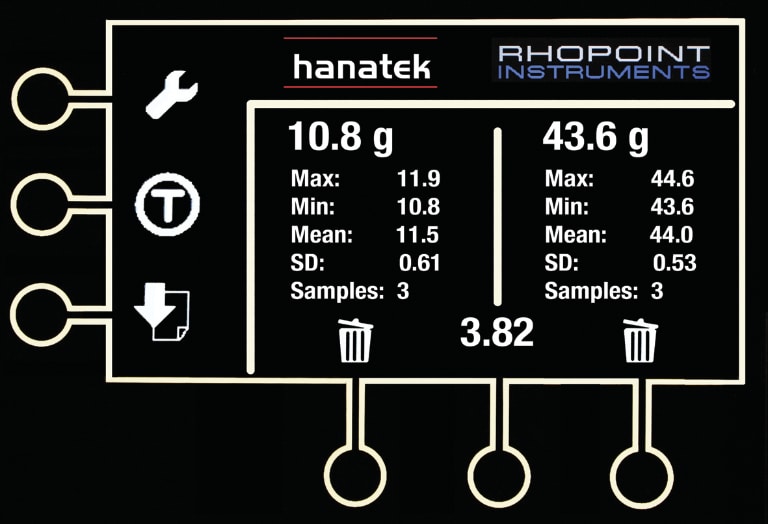
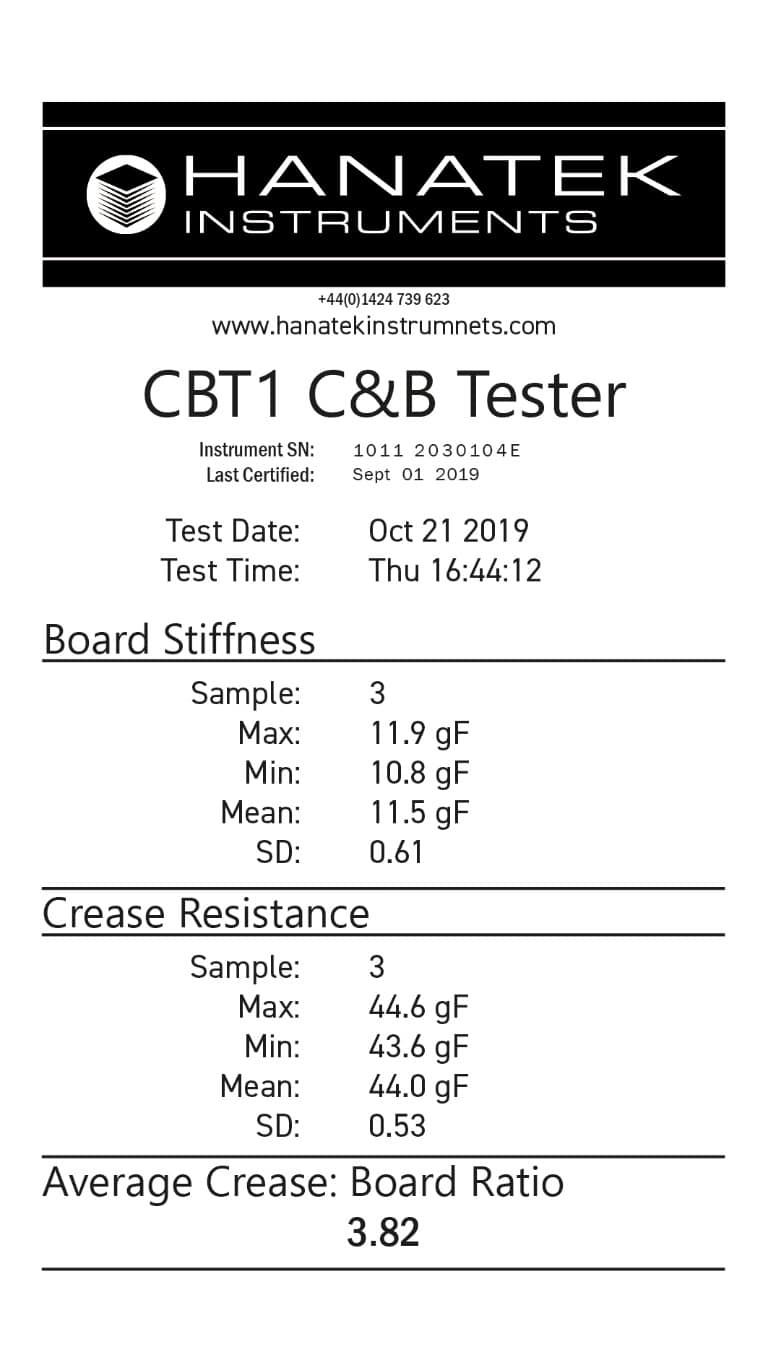
Mit dem CBT1 durchgeführte Messungen können auf einen USB-Stick exportiert werden. Alle gemessenen und berechneten Parameter werden wie unten gezeigt im Dateiformat .csv exportiert:







Mit dem UniversalProbenschneider von Hanatek ist die Probenvorbereitung einfach.

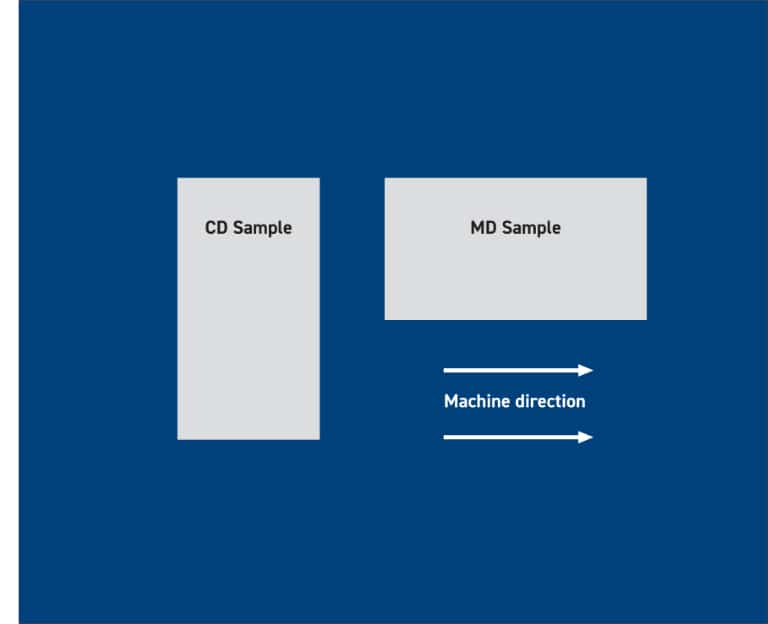
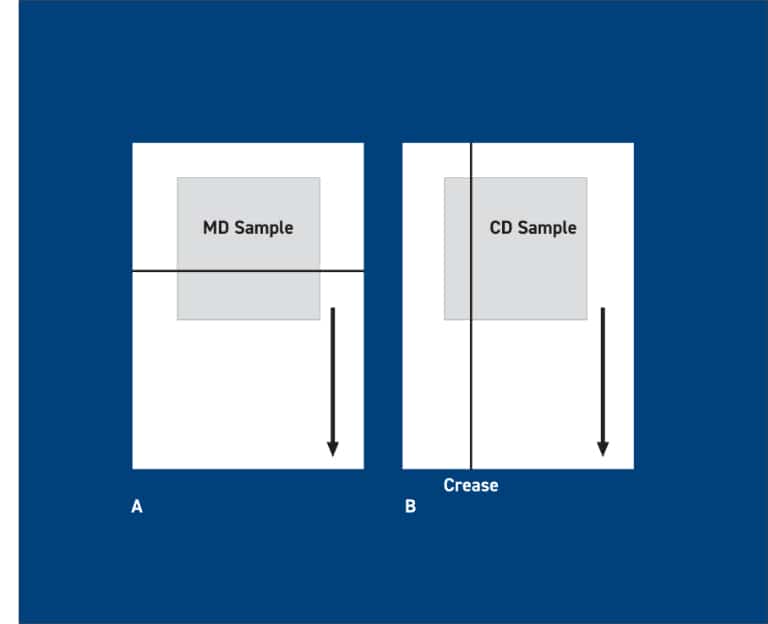
Probenvorbereitung für die Rill- und Biegesteifigkeitsprüfung.