Ein Bogen oder eine Rolle Karton wird ausgestanzt und vorgefalzt, sodass ein Kartonrohling entsteht.
Häufig wird dieser Rohling dann aufgestellt und verklebt, bevor er auf einer automatisierten Verpackungsstraße befüllt wird. Durch das Zusammenspiel dieser mechanischen Vorgänge entsteht aus dem Rohling ein dreidimensionales Objekt.
Für eine maximale Kosteneffizienz ist es wichtig, dass der Zusammenbau des Kartons so schnell wie möglich erfolgt, ohne dass dabei Zuführungsfehler oder Staus auftreten.
Es ist auch wichtig, dass das Endprodukt die nötige Formstabilität aufweist, um das verpackte Produkt aufzunehmen und zu schützen.
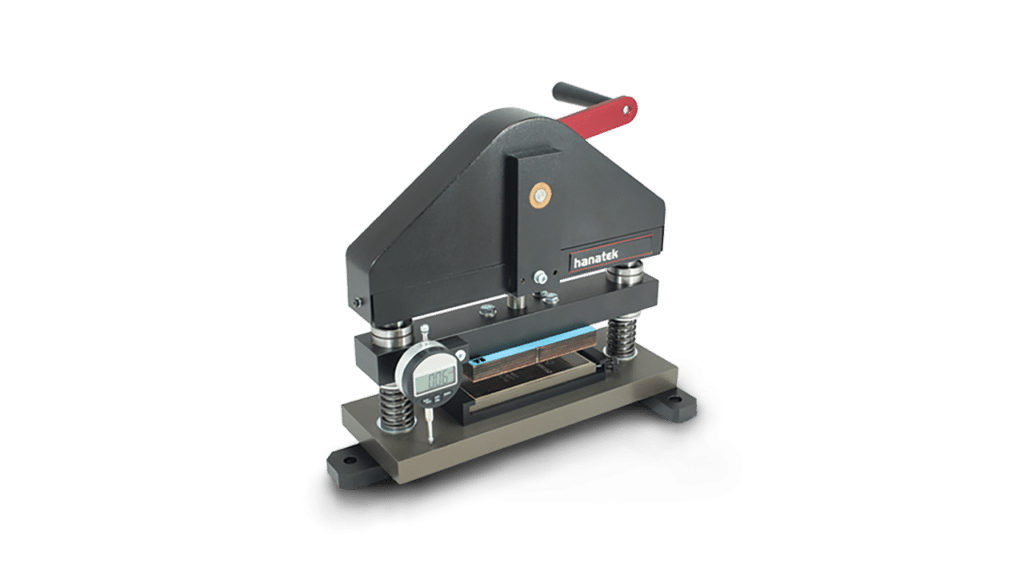
Biegesteifigkeit und Rill-/Falzwiderstand sind nicht nur wichtige Parameter, um die maximalen Geschwindigkeiten bei Zusammenbau und Verpackung zu ermitteln, sondern stehen auch mit der Formstabilität des fertigen Produkts in Zusammenhang.
Die Biegesteifigkeit wird durch die physischen Eigenschaften des Substrats bestimmt, d. h. seine Dicke, den Fasermix, die Beschichtung und das Herstellungsverfahren. Um die Biegesteifigkeit zu ermitteln, wird der Widerstand eines Probenzuschnitts gegen eine Kraft gemessen, die in einem vorgegebenen Winkel einwirkt.
Bei der Ermittlung des Rill-/Falzwiderstands handelt es sich um eine ähnliche Widerstandsmessung, allerdings über einen vorgefertigten Falz im Kartonrohling.