Was ist ein Glanzmessgerät?
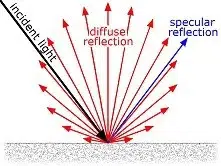


Ein Glanzmessgerät ist ein Gerät zur Messung der Glanzreflexion (Glanz) einer Oberfläche. Glanz wird ermittelt, indem ein Lichtstrahl mit konstanter Intensität und unter einem festgelegten Winkel auf eine Oberfläche projiziert wird und die reflektierte Lichtmenge unter dem gleichen, jedoch gegenüberliegenden Winkel gemessen wird.
Es gibt unterschiedliche Geometrien für die Glanzmessung, die jeweils von der Art der zu messenden Oberfläche abhängen. Bei nichtmetallischen Oberflächen, wie Beschichtungen und Kunststoffen, nimmt die Menge des reflektierten Lichts mit Vergrößerung des Beleuchtungswinkels zu, da ein Teil des Lichts in das Oberflächenmaterial eindringt und absorbiert wird oder je nach Farbe diffus von der Oberfläche gestreut wird. Aufgrund ihrer deutlich höheren Reflexion ist die Winkelabhängigkeit von Metallen geringer.
Es sind viele internationale technische Kalibrierstandards verfügbar, welche die Anwendungsmethode und Spezifikationen für verschiedene Glanzmessgerät-Typen und ihre Verwendung bei unterschiedlichen Materialien, wie Farben/Lacke, Keramik, Papier, Metallen und Kunststoffen, definieren. Viele Branchen setzen im Rahmen ihrer Qualitätskontrolle Glanzmessgeräte ein, um den Glanz von Produkten zu messen und einheitliche Herstellungsprozesse sicherzustellen. Die Automobilindustrie ist einer der Hauptanwender von Glanzmessgeräten – ihr Einsatzgebiet erstreckt sich von der Werkhalle bis zur Werkstatt.
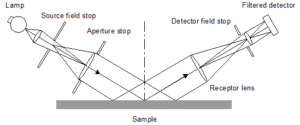
Ein typisches Glanzmessgerät setzt sich aus einer festen mechanischen Anordnung zusammen, bestehend aus einer standardisierten Lichtquelle, die einen parallelen Lichtstrahl auf die zu messende Prüfoberfläche projiziert, sowie einem gefilterten Detektor, der so positioniert ist, dass er die von der Oberfläche reflektierten Lichtstrahlen empfängt (Abb. 1). Die ASTM-Methode schreibt eine Beleuchtung vor, bei der die Kombination aus Lichtquelle und Detektor spektral korrigiert ist, um die CIE-Lichtausbeute V(l) mit der CIE-Lichtquelle SC[i] zu erbringen.
Es sind etliche Geräte im Handel erhältlich, die hinsichtlich ihrer Messgeometrie den oben genannten Kalibrierstandards entsprechen. Die Geräte werden mithilfe von Referenzstandards kalibriert, die für gewöhnlich aus hochglanzpoliertem, ebenem, schwarzem Glas mit einem Brechungsindex von 1,567 für die Natrium-D-Linie bestehen. Diesen wird ein Glanzwert von 100 für jede Geometrie zugewiesen [ii].
Der Messwinkel bezieht sich auf den Winkel zwischen dem einfallenden und dem reflektierten Licht. Es sind drei Messwinkel (20°, 60° und 85°) spezifiziert, um die meisten industriellen Beschichtungsapplikationen abzudecken. Der Winkel wird anhand des erwarteten Glanzbereichs ausgewählt, wie in der nachfolgenden Tabelle zu sehen ist.
| Glanzbereich | 60°-Wert | Hinweise |
| Hochglanz | >>70 GU | Wenn die Messung 70 GU überschreitet, ändern Sie die Testeinrichtung in 20° |
| Mittelglanz | 10 – 70 GU | |
| Mattglanz | <<10 GU | Wenn die Messung 10 GU unterschreitet, ändern Sie die Testeinrichtung in 85° |

Liegt beispielsweise das Messgerätgebnis bei 60° über 70 GU, sollte der Messwinkel zu 20° geändert werden, um die Messgenauigkeit zu optimieren. Drei Gerätetypen sind auf dem Markt erhältlich: Geräte mit 60°-Winkel, eine Kombination aus 20° und 60° sowie eine Kombination aus 20°, 60° und 85°. Zwei zusätzliche Winkel werden für andere Materialien verwendet. Der 45°-Winkel ist für die Messung von Keramik, Folien, Textilien und eloxiertem Aluminium spezifiziert, während der 75°-Winkel für Papier spezifiziert ist.
Die Messgröße GU (Gloss Unit – Glanzeinheit) von Glanzmessgeräten basiert auf einem hochglanzpolierten schwarzen Referenz-Glasstandard mit einem definierten Brechungsindex, der im festgelegten Winkel eine Glanzreflexion von 100 GU aufweist. Mithilfe dieses Kalibrierstandards wird ein oberer Kalibrierwert von 100 erstellt, wobei der untere Wert auf einer vollständig matten Oberfläche bei 0 festgelegt wird. Diese Skalierung eignet sich für die meisten nichtmetallischen Beschichtungen und Materialien (Farben/Lacke und Kunststoffe), da diese im Allgemeinen in diesen Bereich fallen. Bei anderen Materialien mit hoch reflektierender Oberfläche (Spiegel, plattierte/unbearbeitete Metallkomponenten) können höhere Werte von bis zu 2000 Glanzeinheiten erreicht werden. Bei transparenten Materialien können diese Werte auch aufgrund multipler Reflexionen im Inneren höher sein.
| Vergleich von Kalibrierstandards für die Glanzmessung | |||||
| Standard | 20° | 60° | 85° | 45° | 75° |
| Hochglanz | Mittelglanz | Mattglanz | Mittelglanz | Mattglanz | |
| Beschichtungen, Kunststoffe und verwandte Materialien | Keramik | Papier | |||
| ASTM C346 | X | ||||
| ASTM D523 | X | X | X | ||
| ASTM C584 | X | ||||
| ASTM D2457 | X | X | X | ||
| BS3900 D5 | X | X | X | ||
| DIN 67530 | X | X | X | ||
| DIN EN ISO 2813 | X | X | X | ||
| EN ISO 7668 | X | X | X | X | |
| JI Z 8741 | X | X | X | X | X |
| TAPPI T480 | X | ||||
Jedes Glanzmessgerät wird vom Hersteller für durchgehend lineare Messungen eingerichtet. Dies wird durch Kalibrierung auf einen Satz Original-Kalibrierplatten erreicht, die auf NIST (National Institute of Standards and Technology).
Die Verwendung einer Prüf-Standardplatte wird empfohlen, um die Leistung und Linearität des Glanzmessgeräts zu erhalten. Dieser Standardplatte sind für jeden Messwinkel Glanzeinheit-Werte zugewiesen, die auch auf nationale Kalibrierstandards wie NIST rückführbar sind. Das Gerät ist auf diesen Prüfstandard kalibriert, der im Allgemeinen als „Kalibrierplatte“ oder „Kalibrierstandard“ bezeichnet wird. Das Prüfintervall für diese Kalibrierung hängt von der Verwendungshäufigkeit sowie den Betriebsbedingungen des Glanzmessgeräts ab.
Es hat sich gezeigt, dass auch unter optimalen Bedingungen aufbewahrte Standard-Kalibrierplatten nach einigen Jahren verschmutzen und sich um einige Glanzeinheiten ändern können. Standardplatten, die unter Betriebsbedingungen verwendet werden, müssen regelmäßig kalibriert bzw. durch den Gerätehersteller oder den Kalbrierspezialisten für das Glanzmessgerät überprüft werden.
Eine Rekalibrierung der Standardplatte ist mindestens einmal pro Jahr durchzuführen. Sollte ein Kalibrierstandard zu irgendeinem Zeitpunkt dauerhaft verkratzt oder beschädigt werden, muss er umgehend rekalibriert oder ersetzt werden, da das Glanzmessgerät andernfalls fehlerhafte Messwerte ausgeben kann.
Laut internationalen Kalibrierstandards ist die Platte das rückführbare Kalibrierprodukt, nicht das Glanzmessgerät. Die Herstellern empfehlen jedoch häufig, das Gerät ebenfalls in regelmäßigen Abständen – je nach den Betriebsbedingungen – zu überprüfen, um seine Funktionstüchtigkeit zu gewährleisten.
Das Glanzmessgerät ist ein hilfreiches Gerät, um den Glanz einer Oberfläche zu messen. Es reagiert jedoch nicht empfindlich auf andere häufige Effekte, die sich negativ auf das Erscheinungsbild auswirken, beispielsweise Haze und Orange Peel.
Haze: Entsteht durch Mikrostrukturen auf der Oberfläche, welche die Richtung von reflektiertem Licht leicht verändern, was wiederum einen Glanzschleier angrenzend an den Glanzwinkel verursacht. Über der Oberfläche liegt ein milchiger Schleier, ihr Reflexionsgrad ist vermindert.
Orange Peel: Ausbildung einer unebenen Oberfläche aufgrund großer Oberflächenstrukturen, welche das reflektierte Licht verzerren.
Zwei Hochglanzoberflächen können mit einem Standardglanzmessgerät identische Messgerätgebnisse erbringen – der visuelle Eindruck ist unter Umständen jedoch völlig anders. Es sind Geräte erhältlich, die Orange Peel durch Messung von Distinctness Of Image (DOI) oder reflektierter Bildqualität (RIQ, Reflected Image Quality) und Haze quantifizieren.
Glanzmessgeräte werden in vielen Industriezweigen eingesetzt, von der Papierfabrik bis zur Automobilindustrie. Hersteller und Anwender nutzen sie gleichermaßen.
inige Beispiele:
Der Glanz von Hartholzböden wird typischerweise bei 60° gemessen.
Die Finishing-Linien von Holzfußbodenherstellern verwenden seit vielen Jahren Glanzmessgeräte, um den Glanzgrad in der Qualitätskontrolle (QC) zu messen, um sicherzustellen, dass sie immer ein konsistentes, quantifizierbares visuelles Finish erzielen.
| Glanz lesen | Lackierung |
|---|---|
| Bis zu 20 GU | Mattglanz |
| 21-40 GU | Mittelglanz |
| 41 GU und höher | Hochglanz |
Holzfußbodenhändler möchten ihre Lagerbestände überprüfen, um die Integrität ihrer Lagerzuordnung zu wahren. Wenn Großhandelsaufträge aus zwei oder mehr verschiedenen Produktionsläufen ausgeführt werden, kann ein Glanzmessgerät überprüfen, ob das Finish dieses Laufs nahe genug an einem vorhergehenden Lauf liegt, um ihn an eine Baustelle zu schicken.
Holzbodenhändler vergleichen immer die Oberflächenbeschaffenheit ihrer Ausstellungsmuster mit dem tatsächlichen Produkt, das sie von Händlern und Herstellern erhalten. Glanzmessgeräte können helfen, eine größere Inkonsistenz zu überprüfen, die sich später negativ auf eine Projektinstallation auswirken könnte.
Auftragnehmer für die Verlegung von Holzfußböden, die vor Ort Schleif- und Finisharbeiten durchführen (Baustellenfertiger), müssen den Glanzgrad des von ihnen verwendeten Finishtyps kennen; wasserbasierte Urethane, ölmodifizierte Urethane, tiefes Kriechöl, Konversionslacke etc.
Prüfer von Holzfußböden werden gelegentlich gebeten, den Glanzgrad von zwei oder mehr widersprüchlichen Chargen oder Durchläufen zu überprüfen, um festzustellen, ob es ein Problem mit einer früheren Auftragserfüllung gab oder nicht. Das Mischen von Produktionsläufen sieht für einen anspruchsvollen Verbraucher mit scharfem Auge nicht immer gut aus. Das passiert öfter, als man denkt.
Das Gerät verfügt über zwei Messbereiche, die im Messmenü ausgewählt werden können: Schwarz und Spiegel. Die Standardoption heißt „Auto“, wobei das Glanzmessgerät automatisch den für die Messung am besten geeigneten Bereich auswählt. Der Schwarzbereich liegt maximal 30 % über dem Kalibrierungswert der schwarzen Kachel – in den meisten Fällen ist dies ~130GU.
Wenn Messungen regelmäßig über ~120 GU in einem beliebigen Winkel durchgeführt werden, wird dringend empfohlen, die optionale zusätzliche Spiegelkalibrierungskachel zu erwerben, um die Genauigkeit zu gewährleisten.
Wenn beide Bereiche auf den richtigen Kacheln kalibriert wurden, ist die automatische Bereichswahl im Allgemeinen zuverlässig. Es gibt jedoch einige Oberflächentypen, bei denen ein Winkel über und ein anderer unter dem Schwellenwert liegen kann. Dies kann dazu führen, dass die automatische Bereichswahl fehlschlägt und das Gerät in einer Schleife gefangen zu sein scheint. (Hinweis: Dieses Verhalten kann auch durch die Kalibrierung eines Bereichs auf der falschen Fliese verursacht werden). In diesem Fall kann der richtige Bereich manuell im Messmenü ausgewählt werden.
Um zu entscheiden, welcher Bereich verwendet werden soll, führen Sie eine Messung auf der Testfläche durch. Liegt das Ergebnis unter dem gewünschten Messwinkel über ~120GU, sollte der Spiegelbereich verwendet werden. Liegt es darunter, sollte der schwarze Bereich verwendet werden.
Wenn mehrere Winkel erforderlich sind und die Ergebnisse über und unter diesem Schwellenwert liegen, sind Messungen mit beiden Bereichen erforderlich.
ISO 2813 und ASTM D523 (die am häufigsten verwendeten Standards) beschreiben drei Messwinkel für die Glanzmessung auf Oberflächen aller Glanzgrade.
Die Standard-Glanzeinheit (GU – Gloss Unit) wird verwendet. Diese lässt sich direkt auf die Referenzstandards NIST.
Alle Glanzgrade können anhand des 60º-Standardmesswinkels ermittelt werden. Dieser gilt als Bezugswinkel, während die zusätzlichen 85º- und 20º-Winkel entsprechend für Matt- bzw. Hochglanzgrade verwendet werden.
Für eine verbesserte Auflösung von Mattglanz wird ein Einfallswinkel von 85º zur Oberflächenmessung verwendet. Dieser Winkel wird für Oberflächen empfohlen, die bei Messungen mit 60° unter 10 GU liegen.
Dieser Winkel verfügt zudem über einen größeren Messpunkt, der Glanzunterschiede von strukturierten oder leicht unebenen Oberflächen ausgleicht.
Der spitze Messwinkel von 20º ermöglicht eine verbesserte Auflösung für Hochglanzoberflächen. Oberflächen, die im 60º-Standardwinkel einen Messwert von 70 GU und höher erreichen, werden häufig mit dieser Geometrie gemessen.
Der 20º-Winkel reagiert empfindlicher auf Haze (Glanzschleier), welcher das Erscheinungsbild der Oberfläche beeinträchtigen kann.
Herkömmliche Glanzmessgeräte sind für die Messung auf flachen Oberflächen vorgesehen. Wenn sie auf einer gekrümmten Oberfläche verwendet werden, wird der Messstrahl vom Gerätedetektor weg reflektiert, was zu fehlerhaften Messwerten führt. Je stärker die Oberfläche gekrümmt ist, desto größer ist der Fehler.
Die Lösung für dieses Problem ist die Messung auf einem sehr kleinen Bereich. Das Licht wird zwar durch die gekrümmte Oberfläche leicht gestreut – solange der Strahl jedoch so flach reflektiert wird, dass er innerhalb des Detektorbereichs des Geräts bleibt, sind die Messungen korrekt. Das Novo-Curve Glanzmessgerät wurde zu diesem Zweck entwickelt und ist für die Messung von Zylinder- und Kugeloberflächen mit sehr kleinem Durchmessgerät spezifiziert. Das Novo-Curve wurde in Zusammenarbeit mit dem britischen Nationalen Physikalischen Laboratorium (NPL; National Physics Laboratory) entwickelt.
Das Novo-Curve Glanzmessgerät hat einen sehr kleinen Messpunkt (2 mm), mit dem der Glanz auf sehr kleinen Teilen gemessen oder Glanzunterschiede auf kleinen Bereichen aufgedeckt werden können.
Um bei leicht unregelmäßigen Oberflächen gleichwertige Messgerätgebnisse wie mit einem Standard-Glanzmessgerät zu erhalten, wird empfohlen, den Mittelwert aus mehreren Messungen zu verwenden.
Diese Geräte werden verwendet, um Glanzunterschiede auf Hologrammen aufzudecken und den Glanz auf Münzen, Lenkrädern und extrudierten Rohren zu messen.
Viele Branchen haben die Geometrie 20/60/85º entsprechend der Spezifikation in ISO2813/ ASTM D523 übernommen. Die nachfolgende Tabelle enthält weitere Informationen zu bestimmten Branchen bzw. Anwendungsbereichen und den jeweiligen Industriestandards.
ASTM D523 1999 (USA)
Prüfmethode für Spiegelglanz
Der ASTM-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ISO 2813
ASTM D3928 1998 (USA)
Prüfmethode zur Beurteilung der Einheitlichkeit von Glanz oder Schimmer
ASTM D4039 1999 (USA)
Prüfmethode für Glanzschleier auf Hochglanzoberflächen
ASTM D4449 1999 (USA)
Prüfmethode zur visuellen Beurteilung von Glanzunterschieden bei Oberflächen mit ähnlichem Erscheinungsbild
ASTM D5767 1999 (USA)
Prüfmethode zur instrumentellen Messung des Bildschärfeglanzes von Überzugsoberflächen
ASTM E430 1997 (USA)
Prüfmethode zur Messung von Glanz auf Hochglanzoberflächen durch Goniophotometrie
MFT 30-064 (Südafrika)
Lokale Version von ASTM D523
JIS Z8741 1997 (JAPAN)
Messmethode für Spiegelglanz
IS0 2813 1994 (International)
Beschichtungsstoffe – Bestimmung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
Der ISO-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ASTM D523
Die folgenden Kalibrierstandards sind in technischer Hinsicht ähnlich zu ISO 2813:
BS 3900: Part D5 1995 (UK)
Prüfverfahren für Anstrichstoffe – optische Prüfungen auf Farbfilmen – Messung des Spiegelglanzes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
DIN 67530 1982 (Deutschland)
Reflektometer als Hilfsmittel zur Glanzbeurteilung an ebenen Anstrich- und Kunststoff-Oberflächen
NFT 30-064 1999 (Frankreich)
Anstrichstoffe – Messung des Spiegelglanzes
unter 20°, 60° und 85°
AS 1580 MTD 602.2 1996 (Australien)
Anstrichstoffe und verwandte Materialien, Prüfmethoden – Einführung und Auflistung der Methoden.
JIS Z8741 1997 (Japan)
Spiegelglanz– Messmethode
SS 18 41 84 1982 (Schweden)
Beschichtungsstoffe – Messung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
BS 2782: Pt 5, Method 520A 1992
Verfahren für die Kunststoffprüfung – optische und Farbeigenschaften, Verwitterung – Bestimmung des Glanzwertes
Ähnlich zu ISO 2813
ASTM D2457 1990
Prüfung des Spiegelglanzes von Kunststofffolien und massiven Kunststoffteilen
Spezifiziert den Hauptstandard als perfekten Spiegel mit einem definierten Glanzwert von 1000. 20°, 60° und 45°; die 45°-Methode entspricht ASTM C346 für Keramik.
BS6161: Part 12 1987
Prüfmethoden für anodisch erzeugte Oxidschichten auf Aluminium und Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°
Ref. Std. BS 3900: Part D5 (1980); entspricht in technischer Hinsicht ISO 7668 ersetzt BS 1615:1972. Unter 45° entsprechen die Abmessungen von Quellbild und Rezeptorblende den Abmessungen unter 60°. Es werden ebenfalls Quadrate empfohlen, deren Seiten den kürzeren Seiten der Rechtecke entsprechen. Alternativ wird die Gesamtreflexion in einem 45°-Prisma als Referenz verwendet. Das Quellbild und die Rezeptorblende sind dann kreisförmig und weisen beide eine scheinbare Größe von 3,44° ± 0,23° auf (1,5 mm ± 0,1 mm bei einer Brennweite von 25,4 mm).
IS0 7668 1986
Eloxiertes Aluminium und eloxierte Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°.
IS0 5190
Anodisieren von Aluminium und Aluminiumlegierungen – Beurteilung eines einheitlichen Erscheinungsbildes von anodisch behandelten architektonischen Oberflächen – Bestimmung von diffuser Reflexion und Spiegelglanz
ECCA T2 (European Coil Coating Association)
Spiegelglanz unter 60°
DIN 54502 1992
Prüfung von Papier und Pappe; Reflektometer als Hilfsmittel zur Glanzbeurteilung an Papier und Pappe
ASTM D1223 1998
Prüfmethode für Spiegelglanz von Papier und Pappe unter 75°.
Ungewöhnliche Geometrie des konvergierenden Strahls. Spezifiziert den Hauptstandard als schwarzes Glas mit einem Brechungsindex von 1,540, nicht 1,567, an der Natrium-D-Linie mit einem definierten Glanzwert von 100.
ASTM D1834 1995
Prüfmethode für Spiegelglanz von Wachspapier unter 20°
Eine weitere ungewöhnliche Geometrie des konvergierenden Strahls, abweichend von der vorherigen.
TAPPI T480 OM-90 1990 (USA)
Spiegelglanz von Papier und Pappe unter 75°
Derselbe Text wie in ASTM D 1223
TAPPI 653 1990
Spiegelglanz von Wachspapier und Pappe unter 20°
Vermutlich derselbe Text wie in ASTM D 1834
JIS – Z8142 1993 (Japan)
Prüfmethode für Spiegelglanz unter 75°
BS 3962: Part 1 1980
Prüfmethoden für Holzmöbel-Oberflächen – Beurteilung der Blendung bei flachem Winkel durch Spiegelglanzmessung unter 85°
Ähnlich zu ISO 2813: 1978
ASTM D1455 1987
Prüfmethode für Spiegelglanz von Fußbodenpolitur-Emulsion unter 60°
Ref. std ASTM D 523
ASTM C346 1987
Prüfmethode für Spiegelglanz von keramischen Stoffen unter 45°
Ref. std ASTM D 523
ASTM C584 1981
Prüfmethode für Spiegelglanz von glasierter Feinkeramik und verwandten Produkten unter 60°
Ref. std ASTM D 523 {Sheen}
BS 3424: Method 31: Part 28 1993
Prüfung von beschichtetem Gewebe – Bestimmung des Glanzwertes
Die Messgröße GU (Gloss Unit – Glanzeinheit) von Glanzmessgeräten basiert auf einem hochglanzpolierten schwarzen Referenz-Glasstandard mit einem definierten Brechungsindex, der im festgelegten Winkel eine Glanzreflexion von 100 GU aufweist.
Mithilfe dieses Kalibrierstandards wird ein oberer Kalibrierwert von 100 erstellt, wobei der untere Wert auf einer vollständig matten Oberfläche bei 0 festgelegt wird. Diese Skalierung eignet sich für die meisten nichtmetallischen Beschichtungen und Materialien (Farben/Lacke und Kunststoffe), da diese im Allgemeinen in diesen Bereich fallen.

Bei anderen Materialien mit hoch reflektierender Oberfläche (Spiegel, plattierte/unbearbeitete Metallkomponenten) können bei einer Messung unter 20° höhere Werte bis zu 2000 Glanzeinheiten erreicht werden.
Wenn zwei verschiedene Beschichtungen gemessen werden, wie viele Glanzeinheiten wären für das menschliche Auge erkennbar, wie viele Einheiten würden als signifikant unterschiedlich wahrgenommen werden?
Bei einer Messung unter 60 Grad hängen diese erkennbaren Unterschiede vom Glanzgrad der Probe ab. So wäre beispielsweise ein Unterschied von 3,0 GU auf einer sehr matten Oberfläche (evtl. 5 GU) für das menschliche Auge sichtbar, auf einer Beschichtung mit höherem Glanzgrad (evtl. 60 GU) wäre dieser Unterschied dagegen kaum wahrnehmbar.
Eine Möglichkeit, um Toleranzen für Ihr Produkt zu bestimmen, wäre der experimentelle Weg. Sie könnten beispielsweise gedruckte Proben mit unterschiedlichen Glanzgraden vorbereiten, die Sie den Endanwendern Ihrer Beschichtungsprodukte oder internen „Experten“ vorlegen.
Die andere Möglichkeit ist der Wechsel zu einem 20/60/85°-Gerät. Das 85°-Glanzmessgerät reagiert empfindlicher auf Glanzunterschiede unter 10 GU bei 60°, und das 20°-Glanzmessgerät punktet mit einer höheren Auflösung auf Hochglanzbeschichtungen (über 70 GU bei 60°). Die Verwendung von drei Winkeln bietet den Vorteil, dass Glanzunterschiede für die unterschiedlichen Glanzgrade besser dargestellt werden. Unserer Erfahrung nach ist ein Glanzunterschied von 5 GU, der mit der korrekten Geometrie gemessen wurde, für einen geübten Betrachter gerade noch erkennbar.
It can be problematic to measure the gloss of transparent sheeted material because light is reflected from both the front surface and internally from the second surface.
Damit nur die Reflexion der äußeren Oberfläche gemessen wird, muss das Licht, das in das Material eindringt, ohne Reflexion von der inneren Oberfläche absorbiert werden.
An inexpensive standard background to use would be matte black photography wrap that also works almost perfectly at absorbing any light passing through the material.

As any air between the transparent material and the foil will cause the second surface to reflect light, a liquid must be used to optically bond the transparent material to the black foil.
In der Praxis hat sich ein Tropfen Wasser oder Isopropanol (verdunstet nach der Messung) bewährt, um genaue Glanzmessgerätgebnisse bei den meisten transparenten Proben zu erzielen.
If you have any further questions, please feel free to contact us
Neben der Kalibrierung Ihres Glanzmessgeräts auf der eigenen Referenz-Glanzfliese vor dem Gebrauch empfehlen wir, dass das Glanzmessgerät und die Fliese jährlich von einem zugelassenen Rhopoint-Servicepartner kalibriert werden. Dies gewährleistet ihre Genauigkeit und gibt Ihnen die Gewissheit, dass Ihr Produkt korrekt arbeitet und dass die Messungen auf dem neuesten Stand der besten verfügbaren Referenzdaten sind und den aktuellen Industriestandards entsprechen.
Wir verwenden zum Kalibrieren die primären Master-Glanzprüfprodukte, die vom National Institute of Standards and Technology (NIST) in den USA nach der gängigen Praxis und den jüngsten Daten kalibriert werden. Diese werden bei Bedarf aktualisiert. Somit sind all unsere Glanzkalibrationen auf NIST rückführbar. Die entsprechende Dokumentation ist auf Anfrage verfügbar.
Nach Erhalt des Geräts bewerten wir seinen physischen Zustand und testen seine Grundfunktionen. Anschließend prüfen wir die Wiederholbarkeit, Genauigkeit und Linearität des Geräts mit mindestens 8 Glanzkalibrierstandards. Sollten größere Reparaturen anstehen, senden wir Ihnen ein Angebot, bevor wir mit der Durchführung der Reparaturen beginnen.
Als nächstes werden die optischen Elemente und die Referenz-Glanz-Kalibrierplatte gereinigt. Danach wird das Glanzmessgerät an mindestens 8 Stellen über den gesamten Messbereich für jeden Winkel kalibriert; kleine Anpassungen werden ggf. vorgenommen. Der Referenz-Glanz-Kalibrierplatte werden von unseren Masterstandards neue Werte übertragen. Bei Beschädigungen wird sie ersetzt. Ein aktuelles Zertifikat wird ausgestellt.
Die Kalibrierungsdaten, intern gespeicherten Kalibrierungswerte, Kalibrierungsreferenzen und das Zertifikat für Ihr Gerät werden aktualisiert. Damit alle während der Kalibrierung durchgeführten Änderungen dokumentiert und nachvollziehbar sind, wird ein Bericht über die bei Erhalt des Geräts ausgelesenen Werte mitgesendet.