Was ist ein Glanzmessgerät?
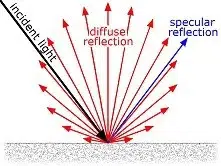


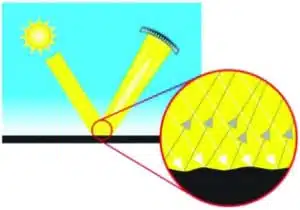
Ein Glanzmessgerät ist ein Gerät zur Messung der Glanzreflexion (Glanz) einer Oberfläche. Glanz wird ermittelt, indem ein Lichtstrahl mit konstanter Intensität und unter einem festgelegten Winkel auf eine Oberfläche projiziert wird und die reflektierte Lichtmenge unter dem gleichen, jedoch gegenüberliegenden Winkel gemessen wird.
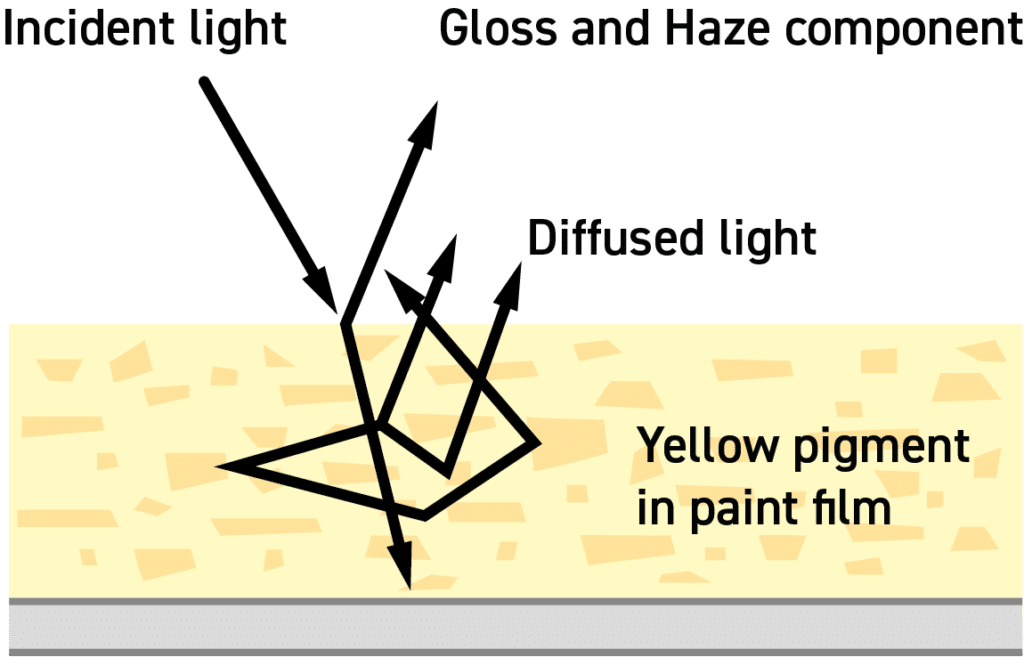
Es gibt unterschiedliche Geometrien für die Glanzmessung, die jeweils von der Art der zu messenden Oberfläche abhängen. Bei nichtmetallischen Oberflächen, wie Beschichtungen und Kunststoffen, nimmt die Menge des reflektierten Lichts mit Vergrößerung des Beleuchtungswinkels zu, da ein Teil des Lichts in das Oberflächenmaterial eindringt und absorbiert wird oder je nach Farbe diffus von der Oberfläche gestreut wird. Aufgrund ihrer deutlich höheren Reflexion ist die Winkelabhängigkeit von Metallen geringer.
Es sind viele internationale technische Kalibrierstandards verfügbar, welche die Anwendungsmethode und Spezifikationen für verschiedene Glanzmessgerät-Typen und ihre Verwendung bei unterschiedlichen Materialien, wie Farben/Lacke, Keramik, Papier, Metallen und Kunststoffen, definieren. Viele Branchen setzen im Rahmen ihrer Qualitätskontrolle Glanzmessgeräte ein, um den Glanz von Produkten zu messen und einheitliche Herstellungsprozesse sicherzustellen. Die Automobilindustrie ist einer der Hauptanwender von Glanzmessgeräten – ihr Einsatzgebiet erstreckt sich von der Werkhalle bis zur Werkstatt.
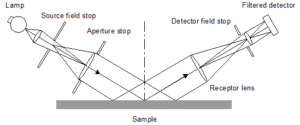
Ein typisches Glanzmessgerät setzt sich aus einer festen mechanischen Anordnung zusammen, bestehend aus einer standardisierten Lichtquelle, die einen parallelen Lichtstrahl auf die zu messende Prüfoberfläche projiziert, sowie einem gefilterten Detektor, der so positioniert ist, dass er die von der Oberfläche reflektierten Lichtstrahlen empfängt (Abb. 1). Die ASTM-Methode schreibt eine Beleuchtung vor, bei der die Kombination aus Lichtquelle und Detektor spektral korrigiert ist, um die CIE-Lichtausbeute V(l) mit der CIE-Lichtquelle SC[i] zu erbringen.
Es sind etliche Geräte im Handel erhältlich, die hinsichtlich ihrer Messgeometrie den oben genannten Kalibrierstandards entsprechen. Die Geräte werden mithilfe von Referenzstandards kalibriert, die für gewöhnlich aus hochglanzpoliertem, ebenem, schwarzem Glas mit einem Brechungsindex von 1,567 für die Natrium-D-Linie bestehen. Diesen wird ein Glanzwert von 100 für jede Geometrie zugewiesen [ii].
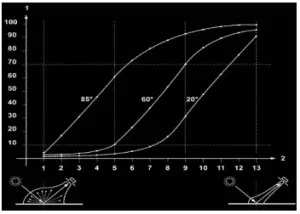
Der Messwinkel bezieht sich auf den Winkel zwischen dem einfallenden und dem reflektierten Licht. Es sind drei Messwinkel (20°, 60° und 85°) spezifiziert, um die meisten industriellen Beschichtungsapplikationen abzudecken. Der Winkel wird anhand des erwarteten Glanzbereichs ausgewählt, wie in der nachfolgenden Tabelle zu sehen ist.
| Glanzbereich | 60°-Wert | Hinweise |
| Hochglanz | >>70 GU | Wenn die Messung 70 GU überschreitet, ändern Sie die Testeinrichtung in 20° |
| Mittelglanz | 10 – 70 GU | |
| Mattglanz | <<10 GU | Wenn die Messung 10 GU unterschreitet, ändern Sie die Testeinrichtung in 85° |

Liegt beispielsweise das Messgerätgebnis bei 60° über 70 GU, sollte der Messwinkel zu 20° geändert werden, um die Messgenauigkeit zu optimieren. Drei Gerätetypen sind auf dem Markt erhältlich: Geräte mit 60°-Winkel, eine Kombination aus 20° und 60° sowie eine Kombination aus 20°, 60° und 85°. Zwei zusätzliche Winkel werden für andere Materialien verwendet. Der 45°-Winkel ist für die Messung von Keramik, Folien, Textilien und eloxiertem Aluminium spezifiziert, während der 75°-Winkel für Papier spezifiziert ist.
Die Messgröße GU (Gloss Unit – Glanzeinheit) von Glanzmessgeräten basiert auf einem hochglanzpolierten schwarzen Referenz-Glasstandard mit einem definierten Brechungsindex, der im festgelegten Winkel eine Glanzreflexion von 100 GU aufweist. Mithilfe dieses Kalibrierstandards wird ein oberer Kalibrierwert von 100 erstellt, wobei der untere Wert auf einer vollständig matten Oberfläche bei 0 festgelegt wird. Diese Skalierung eignet sich für die meisten nichtmetallischen Beschichtungen und Materialien (Farben/Lacke und Kunststoffe), da diese im Allgemeinen in diesen Bereich fallen. Bei anderen Materialien mit hoch reflektierender Oberfläche (Spiegel, plattierte/unbearbeitete Metallkomponenten) können höhere Werte von bis zu 2000 Glanzeinheiten erreicht werden. Bei transparenten Materialien können diese Werte auch aufgrund multipler Reflexionen im Inneren höher sein.
| Vergleich von Kalibrierstandards für die Glanzmessung | |||||
| Standard | 20° | 60° | 85° | 45° | 75° |
| Hochglanz | Mittelglanz | Mattglanz | Mittelglanz | Mattglanz | |
| Beschichtungen, Kunststoffe und verwandte Materialien | Keramik | Papier | |||
| ASTM C346 | X | ||||
| ASTM D523 | X | X | X | ||
| ASTM C584 | X | ||||
| ASTM D2457 | X | X | X | ||
| BS3900 D5 | X | X | X | ||
| DIN 67530 | X | X | X | ||
| DIN EN ISO 2813 | X | X | X | ||
| EN ISO 7668 | X | X | X | X | |
| JI Z 8741 | X | X | X | X | X |
| TAPPI T480 | X | ||||
Jedes Glanzmessgerät wird vom Hersteller für durchgehend lineare Messungen eingerichtet. Dies wird durch Kalibrierung auf einen Satz Original-Kalibrierplatten erreicht, die auf NIST (National Institute of Standards and Technology).
Die Verwendung einer Prüf-Standardplatte wird empfohlen, um die Leistung und Linearität des Glanzmessgeräts zu erhalten. Dieser Standardplatte sind für jeden Messwinkel Glanzeinheit-Werte zugewiesen, die auch auf nationale Kalibrierstandards wie NIST rückführbar sind. Das Gerät ist auf diesen Prüfstandard kalibriert, der im Allgemeinen als „Kalibrierplatte“ oder „Kalibrierstandard“ bezeichnet wird. Das Prüfintervall für diese Kalibrierung hängt von der Verwendungshäufigkeit sowie den Betriebsbedingungen des Glanzmessgeräts ab.
Es hat sich gezeigt, dass auch unter optimalen Bedingungen aufbewahrte Standard-Kalibrierplatten nach einigen Jahren verschmutzen und sich um einige Glanzeinheiten ändern können. Standardplatten, die unter Betriebsbedingungen verwendet werden, müssen regelmäßig kalibriert bzw. durch den Gerätehersteller oder den Kalbrierspezialisten für das Glanzmessgerät überprüft werden.
Eine Rekalibrierung der Standardplatte ist mindestens einmal pro Jahr durchzuführen. Sollte ein Kalibrierstandard zu irgendeinem Zeitpunkt dauerhaft verkratzt oder beschädigt werden, muss er umgehend rekalibriert oder ersetzt werden, da das Glanzmessgerät andernfalls fehlerhafte Messwerte ausgeben kann.
Laut internationalen Kalibrierstandards ist die Platte das rückführbare Kalibrierprodukt, nicht das Glanzmessgerät. Die Herstellern empfehlen jedoch häufig, das Gerät ebenfalls in regelmäßigen Abständen – je nach den Betriebsbedingungen – zu überprüfen, um seine Funktionstüchtigkeit zu gewährleisten.

Das Glanzmessgerät ist ein hilfreiches Gerät, um den Glanz einer Oberfläche zu messen. Es reagiert jedoch nicht empfindlich auf andere häufige Effekte, die sich negativ auf das Erscheinungsbild auswirken, beispielsweise Haze und Orange Peel.
Haze: Entsteht durch Mikrostrukturen auf der Oberfläche, welche die Richtung von reflektiertem Licht leicht verändern, was wiederum einen Glanzschleier angrenzend an den Glanzwinkel verursacht. Über der Oberfläche liegt ein milchiger Schleier, ihr Reflexionsgrad ist vermindert.
Orange Peel: Ausbildung einer unebenen Oberfläche aufgrund großer Oberflächenstrukturen, welche das reflektierte Licht verzerren.
Zwei Hochglanzoberflächen können mit einem Standardglanzmessgerät identische Messgerätgebnisse erbringen – der visuelle Eindruck ist unter Umständen jedoch völlig anders. Es sind Geräte erhältlich, die Orange Peel durch Messung von Distinctness Of Image (DOI) oder reflektierter Bildqualität (RIQ, Reflected Image Quality) und Haze quantifizieren.
Glanzmessgeräte werden in vielen Industriezweigen eingesetzt, von der Papierfabrik bis zur Automobilindustrie. Hersteller und Anwender nutzen sie gleichermaßen.
inige Beispiele:
Der Glanz von Hartholzböden wird typischerweise bei 60° gemessen.
Die Finishing-Linien von Holzfußbodenherstellern verwenden seit vielen Jahren Glanzmessgeräte, um den Glanzgrad in der Qualitätskontrolle (QC) zu messen, um sicherzustellen, dass sie immer ein konsistentes, quantifizierbares visuelles Finish erzielen.
| Glanz lesen | Lackierung |
|---|---|
| Bis zu 20 GU | Mattglanz |
| 21-40 GU | Mittelglanz |
| 41 GU und höher | Hochglanz |
Holzfußbodenhändler möchten ihre Lagerbestände überprüfen, um die Integrität ihrer Lagerzuordnung zu wahren. Wenn Großhandelsaufträge aus zwei oder mehr verschiedenen Produktionsläufen ausgeführt werden, kann ein Glanzmessgerät überprüfen, ob das Finish dieses Laufs nahe genug an einem vorhergehenden Lauf liegt, um ihn an eine Baustelle zu schicken.
Holzbodenhändler vergleichen immer die Oberflächenbeschaffenheit ihrer Ausstellungsmuster mit dem tatsächlichen Produkt, das sie von Händlern und Herstellern erhalten. Glanzmessgeräte können helfen, eine größere Inkonsistenz zu überprüfen, die sich später negativ auf eine Projektinstallation auswirken könnte.
Auftragnehmer für die Verlegung von Holzfußböden, die vor Ort Schleif- und Finisharbeiten durchführen (Baustellenfertiger), müssen den Glanzgrad des von ihnen verwendeten Finishtyps kennen; wasserbasierte Urethane, ölmodifizierte Urethane, tiefes Kriechöl, Konversionslacke etc.
Prüfer von Holzfußböden werden gelegentlich gebeten, den Glanzgrad von zwei oder mehr widersprüchlichen Chargen oder Durchläufen zu überprüfen, um festzustellen, ob es ein Problem mit einer früheren Auftragserfüllung gab oder nicht. Das Mischen von Produktionsläufen sieht für einen anspruchsvollen Verbraucher mit scharfem Auge nicht immer gut aus. Das passiert öfter, als man denkt.
Das Gerät verfügt über zwei Messbereiche, die im Messmenü ausgewählt werden können: Schwarz und Spiegel. Die Standardoption heißt „Auto“, wobei das Glanzmessgerät automatisch den für die Messung am besten geeigneten Bereich auswählt. Der Schwarzbereich liegt maximal 30 % über dem Kalibrierungswert der schwarzen Kachel – in den meisten Fällen ist dies ~130GU.
Wenn Messungen regelmäßig über ~120 GU in einem beliebigen Winkel durchgeführt werden, wird dringend empfohlen, die optionale zusätzliche Spiegelkalibrierungskachel zu erwerben, um die Genauigkeit zu gewährleisten.
Wenn beide Bereiche auf den richtigen Kacheln kalibriert wurden, ist die automatische Bereichswahl im Allgemeinen zuverlässig. Es gibt jedoch einige Oberflächentypen, bei denen ein Winkel über und ein anderer unter dem Schwellenwert liegen kann. Dies kann dazu führen, dass die automatische Bereichswahl fehlschlägt und das Gerät in einer Schleife gefangen zu sein scheint. (Hinweis: Dieses Verhalten kann auch durch die Kalibrierung eines Bereichs auf der falschen Fliese verursacht werden). In diesem Fall kann der richtige Bereich manuell im Messmenü ausgewählt werden.
Um zu entscheiden, welcher Bereich verwendet werden soll, führen Sie eine Messung auf der Testfläche durch. Liegt das Ergebnis unter dem gewünschten Messwinkel über ~120GU, sollte der Spiegelbereich verwendet werden. Liegt es darunter, sollte der schwarze Bereich verwendet werden.
Wenn mehrere Winkel erforderlich sind und die Ergebnisse über und unter diesem Schwellenwert liegen, sind Messungen mit beiden Bereichen erforderlich.
ISO 2813 und ASTM D523 (die am häufigsten verwendeten Standards) beschreiben drei Messwinkel für die Glanzmessung auf Oberflächen aller Glanzgrade.
Die Standard-Glanzeinheit (GU – Gloss Unit) wird verwendet. Diese lässt sich direkt auf die Referenzstandards NIST.
Alle Glanzgrade können anhand des 60º-Standardmesswinkels ermittelt werden. Dieser gilt als Bezugswinkel, während die zusätzlichen 85º- und 20º-Winkel entsprechend für Matt- bzw. Hochglanzgrade verwendet werden.
Für eine verbesserte Auflösung von Mattglanz wird ein Einfallswinkel von 85º zur Oberflächenmessung verwendet. Dieser Winkel wird für Oberflächen empfohlen, die bei Messungen mit 60° unter 10 GU liegen.
Dieser Winkel verfügt zudem über einen größeren Messpunkt, der Glanzunterschiede von strukturierten oder leicht unebenen Oberflächen ausgleicht.
Der spitze Messwinkel von 20º ermöglicht eine verbesserte Auflösung für Hochglanzoberflächen. Oberflächen, die im 60º-Standardwinkel einen Messwert von 70 GU und höher erreichen, werden häufig mit dieser Geometrie gemessen.
Der 20º-Winkel reagiert empfindlicher auf Haze (Glanzschleier), welcher das Erscheinungsbild der Oberfläche beeinträchtigen kann.
Herkömmliche Glanzmessgeräte sind für die Messung auf flachen Oberflächen vorgesehen. Wenn sie auf einer gekrümmten Oberfläche verwendet werden, wird der Messstrahl vom Gerätedetektor weg reflektiert, was zu fehlerhaften Messwerten führt. Je stärker die Oberfläche gekrümmt ist, desto größer ist der Fehler.
Die Lösung für dieses Problem ist die Messung auf einem sehr kleinen Bereich. Das Licht wird zwar durch die gekrümmte Oberfläche leicht gestreut – solange der Strahl jedoch so flach reflektiert wird, dass er innerhalb des Detektorbereichs des Geräts bleibt, sind die Messungen korrekt. Das Novo-Curve Glanzmessgerät wurde zu diesem Zweck entwickelt und ist für die Messung von Zylinder- und Kugeloberflächen mit sehr kleinem Durchmessgerät spezifiziert. Das Novo-Curve wurde in Zusammenarbeit mit dem britischen Nationalen Physikalischen Laboratorium (NPL; National Physics Laboratory) entwickelt.
Das Novo-Curve Glanzmessgerät hat einen sehr kleinen Messpunkt (2 mm), mit dem der Glanz auf sehr kleinen Teilen gemessen oder Glanzunterschiede auf kleinen Bereichen aufgedeckt werden können.
Um bei leicht unregelmäßigen Oberflächen gleichwertige Messgerätgebnisse wie mit einem Standard-Glanzmessgerät zu erhalten, wird empfohlen, den Mittelwert aus mehreren Messungen zu verwenden.
Diese Geräte werden verwendet, um Glanzunterschiede auf Hologrammen aufzudecken und den Glanz auf Münzen, Lenkrädern und extrudierten Rohren zu messen.
Viele Branchen haben die Geometrie 20/60/85º entsprechend der Spezifikation in ISO2813/ ASTM D523 übernommen. Die nachfolgende Tabelle enthält weitere Informationen zu bestimmten Branchen bzw. Anwendungsbereichen und den jeweiligen Industriestandards.
ASTM D523 1999 (USA)
Prüfmethode für Spiegelglanz
Der ASTM-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ISO 2813
ASTM D3928 1998 (USA)
Prüfmethode zur Beurteilung der Einheitlichkeit von Glanz oder Schimmer
ASTM D4039 1999 (USA)
Prüfmethode für Glanzschleier auf Hochglanzoberflächen
ASTM D4449 1999 (USA)
Prüfmethode zur visuellen Beurteilung von Glanzunterschieden bei Oberflächen mit ähnlichem Erscheinungsbild
ASTM D5767 1999 (USA)
Prüfmethode zur instrumentellen Messung des Bildschärfeglanzes von Überzugsoberflächen
ASTM E430 1997 (USA)
Prüfmethode zur Messung von Glanz auf Hochglanzoberflächen durch Goniophotometrie
MFT 30-064 (Südafrika)
Lokale Version von ASTM D523
JIS Z8741 1997 (JAPAN)
Messmethode für Spiegelglanz
IS0 2813 1994 (International)
Beschichtungsstoffe – Bestimmung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
Der ISO-Hauptstandard für Spiegelglanz. Sehr ähnlich zu ASTM D523
Die folgenden Kalibrierstandards sind in technischer Hinsicht ähnlich zu ISO 2813:
BS 3900: Part D5 1995 (UK)
Prüfverfahren für Anstrichstoffe – optische Prüfungen auf Farbfilmen – Messung des Spiegelglanzes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
DIN 67530 1982 (Deutschland)
Reflektometer als Hilfsmittel zur Glanzbeurteilung an ebenen Anstrich- und Kunststoff-Oberflächen
NFT 30-064 1999 (Frankreich)
Anstrichstoffe – Messung des Spiegelglanzes
unter 20°, 60° und 85°
AS 1580 MTD 602.2 1996 (Australien)
Anstrichstoffe und verwandte Materialien, Prüfmethoden – Einführung und Auflistung der Methoden.
JIS Z8741 1997 (Japan)
Spiegelglanz– Messmethode
SS 18 41 84 1982 (Schweden)
Beschichtungsstoffe – Messung des Glanzwertes von nichtmetallischen Farbfilmen unter 20°, 60° und 85°
BS 2782: Pt 5, Method 520A 1992
Verfahren für die Kunststoffprüfung – optische und Farbeigenschaften, Verwitterung – Bestimmung des Glanzwertes
Ähnlich zu ISO 2813
ASTM D2457 1990
Prüfung des Spiegelglanzes von Kunststofffolien und massiven Kunststoffteilen
Spezifiziert den Hauptstandard als perfekten Spiegel mit einem definierten Glanzwert von 1000. 20°, 60° und 45°; die 45°-Methode entspricht ASTM C346 für Keramik.
BS6161: Part 12 1987
Prüfmethoden für anodisch erzeugte Oxidschichten auf Aluminium und Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°
Ref. Std. BS 3900: Part D5 (1980); entspricht in technischer Hinsicht ISO 7668 ersetzt BS 1615:1972. Unter 45° entsprechen die Abmessungen von Quellbild und Rezeptorblende den Abmessungen unter 60°. Es werden ebenfalls Quadrate empfohlen, deren Seiten den kürzeren Seiten der Rechtecke entsprechen. Alternativ wird die Gesamtreflexion in einem 45°-Prisma als Referenz verwendet. Das Quellbild und die Rezeptorblende sind dann kreisförmig und weisen beide eine scheinbare Größe von 3,44° ± 0,23° auf (1,5 mm ± 0,1 mm bei einer Brennweite von 25,4 mm).
IS0 7668 1986
Eloxiertes Aluminium und eloxierte Aluminiumlegierungen -– Messung der Glanzreflexion und des Spiegelglanzes bei Winkeln von 20°, 45°, 60° oder 85°.
IS0 5190
Anodisieren von Aluminium und Aluminiumlegierungen – Beurteilung eines einheitlichen Erscheinungsbildes von anodisch behandelten architektonischen Oberflächen – Bestimmung von diffuser Reflexion und Spiegelglanz
ECCA T2 (European Coil Coating Association)
Spiegelglanz unter 60°
DIN 54502 1992
Prüfung von Papier und Pappe; Reflektometer als Hilfsmittel zur Glanzbeurteilung an Papier und Pappe
ASTM D1223 1998
Prüfmethode für Spiegelglanz von Papier und Pappe unter 75°.
Ungewöhnliche Geometrie des konvergierenden Strahls. Spezifiziert den Hauptstandard als schwarzes Glas mit einem Brechungsindex von 1,540, nicht 1,567, an der Natrium-D-Linie mit einem definierten Glanzwert von 100.
ASTM D1834 1995
Prüfmethode für Spiegelglanz von Wachspapier unter 20°
Eine weitere ungewöhnliche Geometrie des konvergierenden Strahls, abweichend von der vorherigen.
TAPPI T480 OM-90 1990 (USA)
Spiegelglanz von Papier und Pappe unter 75°
Derselbe Text wie in ASTM D 1223
TAPPI 653 1990
Spiegelglanz von Wachspapier und Pappe unter 20°
Vermutlich derselbe Text wie in ASTM D 1834
JIS – Z8142 1993 (Japan)
Prüfmethode für Spiegelglanz unter 75°
BS 3962: Part 1 1980
Prüfmethoden für Holzmöbel-Oberflächen – Beurteilung der Blendung bei flachem Winkel durch Spiegelglanzmessung unter 85°
Ähnlich zu ISO 2813: 1978
ASTM D1455 1987
Prüfmethode für Spiegelglanz von Fußbodenpolitur-Emulsion unter 60°
Ref. std ASTM D 523
ASTM C346 1987
Prüfmethode für Spiegelglanz von keramischen Stoffen unter 45°
Ref. std ASTM D 523
ASTM C584 1981
Prüfmethode für Spiegelglanz von glasierter Feinkeramik und verwandten Produkten unter 60°
Ref. std ASTM D 523 {Sheen}
BS 3424: Method 31: Part 28 1993
Prüfung von beschichtetem Gewebe – Bestimmung des Glanzwertes
Die Messgröße GU (Gloss Unit – Glanzeinheit) von Glanzmessgeräten basiert auf einem hochglanzpolierten schwarzen Referenz-Glasstandard mit einem definierten Brechungsindex, der im festgelegten Winkel eine Glanzreflexion von 100 GU aufweist.
Mithilfe dieses Kalibrierstandards wird ein oberer Kalibrierwert von 100 erstellt, wobei der untere Wert auf einer vollständig matten Oberfläche bei 0 festgelegt wird. Diese Skalierung eignet sich für die meisten nichtmetallischen Beschichtungen und Materialien (Farben/Lacke und Kunststoffe), da diese im Allgemeinen in diesen Bereich fallen.

Bei anderen Materialien mit hoch reflektierender Oberfläche (Spiegel, plattierte/unbearbeitete Metallkomponenten) können bei einer Messung unter 20° höhere Werte bis zu 2000 Glanzeinheiten erreicht werden.
Wenn zwei verschiedene Beschichtungen gemessen werden, wie viele Glanzeinheiten wären für das menschliche Auge erkennbar, wie viele Einheiten würden als signifikant unterschiedlich wahrgenommen werden?
Bei einer Messung unter 60 Grad hängen diese erkennbaren Unterschiede vom Glanzgrad der Probe ab. So wäre beispielsweise ein Unterschied von 3,0 GU auf einer sehr matten Oberfläche (evtl. 5 GU) für das menschliche Auge sichtbar, auf einer Beschichtung mit höherem Glanzgrad (evtl. 60 GU) wäre dieser Unterschied dagegen kaum wahrnehmbar.
Eine Möglichkeit, um Toleranzen für Ihr Produkt zu bestimmen, wäre der experimentelle Weg. Sie könnten beispielsweise gedruckte Proben mit unterschiedlichen Glanzgraden vorbereiten, die Sie den Endanwendern Ihrer Beschichtungsprodukte oder internen „Experten“ vorlegen.
Die andere Möglichkeit ist der Wechsel zu einem 20/60/85°-Gerät. Das 85°-Glanzmessgerät reagiert empfindlicher auf Glanzunterschiede unter 10 GU bei 60°, und das 20°-Glanzmessgerät punktet mit einer höheren Auflösung auf Hochglanzbeschichtungen (über 70 GU bei 60°). Die Verwendung von drei Winkeln bietet den Vorteil, dass Glanzunterschiede für die unterschiedlichen Glanzgrade besser dargestellt werden. Unserer Erfahrung nach ist ein Glanzunterschied von 5 GU, der mit der korrekten Geometrie gemessen wurde, für einen geübten Betrachter gerade noch erkennbar.
It can be problematic to measure the gloss of transparent sheeted material because light is reflected from both the front surface and internally from the second surface.
Damit nur die Reflexion der äußeren Oberfläche gemessen wird, muss das Licht, das in das Material eindringt, ohne Reflexion von der inneren Oberfläche absorbiert werden.
An inexpensive standard background to use would be matte black photography wrap that also works almost perfectly at absorbing any light passing through the material.

As any air between the transparent material and the foil will cause the second surface to reflect light, a liquid must be used to optically bond the transparent material to the black foil.
In der Praxis hat sich ein Tropfen Wasser oder Isopropanol (verdunstet nach der Messung) bewährt, um genaue Glanzmessgerätgebnisse bei den meisten transparenten Proben zu erzielen.
If you have any further questions, please feel free to contact us
Neben der Kalibrierung Ihres Glanzmessgeräts auf der eigenen Referenz-Glanzfliese vor dem Gebrauch empfehlen wir, dass das Glanzmessgerät und die Fliese jährlich von einem zugelassenen Rhopoint-Servicepartner kalibriert werden. Dies gewährleistet ihre Genauigkeit und gibt Ihnen die Gewissheit, dass Ihr Produkt korrekt arbeitet und dass die Messungen auf dem neuesten Stand der besten verfügbaren Referenzdaten sind und den aktuellen Industriestandards entsprechen.
Wir verwenden zum Kalibrieren die primären Master-Glanzprüfprodukte, die vom National Institute of Standards and Technology (NIST) in den USA nach der gängigen Praxis und den jüngsten Daten kalibriert werden. Diese werden bei Bedarf aktualisiert. Somit sind all unsere Glanzkalibrationen auf NIST rückführbar. Die entsprechende Dokumentation ist auf Anfrage verfügbar.
Nach Erhalt des Geräts bewerten wir seinen physischen Zustand und testen seine Grundfunktionen. Anschließend prüfen wir die Wiederholbarkeit, Genauigkeit und Linearität des Geräts mit mindestens 8 Glanzkalibrierstandards. Sollten größere Reparaturen anstehen, senden wir Ihnen ein Angebot, bevor wir mit der Durchführung der Reparaturen beginnen.
Als nächstes werden die optischen Elemente und die Referenz-Glanz-Kalibrierplatte gereinigt. Danach wird das Glanzmessgerät an mindestens 8 Stellen über den gesamten Messbereich für jeden Winkel kalibriert; kleine Anpassungen werden ggf. vorgenommen. Der Referenz-Glanz-Kalibrierplatte werden von unseren Masterstandards neue Werte übertragen. Bei Beschädigungen wird sie ersetzt. Ein aktuelles Zertifikat wird ausgestellt.
Die Kalibrierungsdaten, intern gespeicherten Kalibrierungswerte, Kalibrierungsreferenzen und das Zertifikat für Ihr Gerät werden aktualisiert. Damit alle während der Kalibrierung durchgeführten Änderungen dokumentiert und nachvollziehbar sind, wird ein Bericht über die bei Erhalt des Geräts ausgelesenen Werte mitgesendet.
Bei Oberflächen mit einer hoch reflektierenden Beschichtung können Reflexionen Tiefe haben und Kontraste einen hohen Reflexionsgrad aufweisen. Wenn eine Oberfläche einen leicht „milchigen“ Schleier aufweist, der als milchiger Lichthof oder Glanzschleier auf der Oberfläche wahrgenommen wird, ist sie von Haze betroffen. Das Wort „Haze“ beschreibt also diesen Effekt.


Haze wird durch Mikrostrukturen auf der Oberfläche verursacht, wodurch Licht neben der Hauptreflexionsrichtung gestreut wird. Wird die Reflexion einer hellen Lichtquelle auf einer Oberfläche mit stark ausgeprägtem Haze betrachtet, liegen „Glanzschleier“ über dem Bild und es ist von einem hellen Lichthof umgeben.

Haze auf Oberflächen kann bei vielen Beschichtungsapplikationen ein Problem darstellen, z. B. bei der Automobillackierung, der Aufbringung von Pulverbeschichtungen und anderen Hochglanzbeschichtungen. Hierfür gibt es verschiedene mögliche Ursachen, einschließlich der Unverträglichkeit von Materialien in einer Formulierung, schlechter Dispersion und Trocknungs-/Härtungs-/Einbrennproblemen. Haze ist ein wichtiger Messwert für hochglanzpolierte Metalle und steht häufig mit Schleifkratzern und der Bearbeitungsrichtung in Zusammenhang.
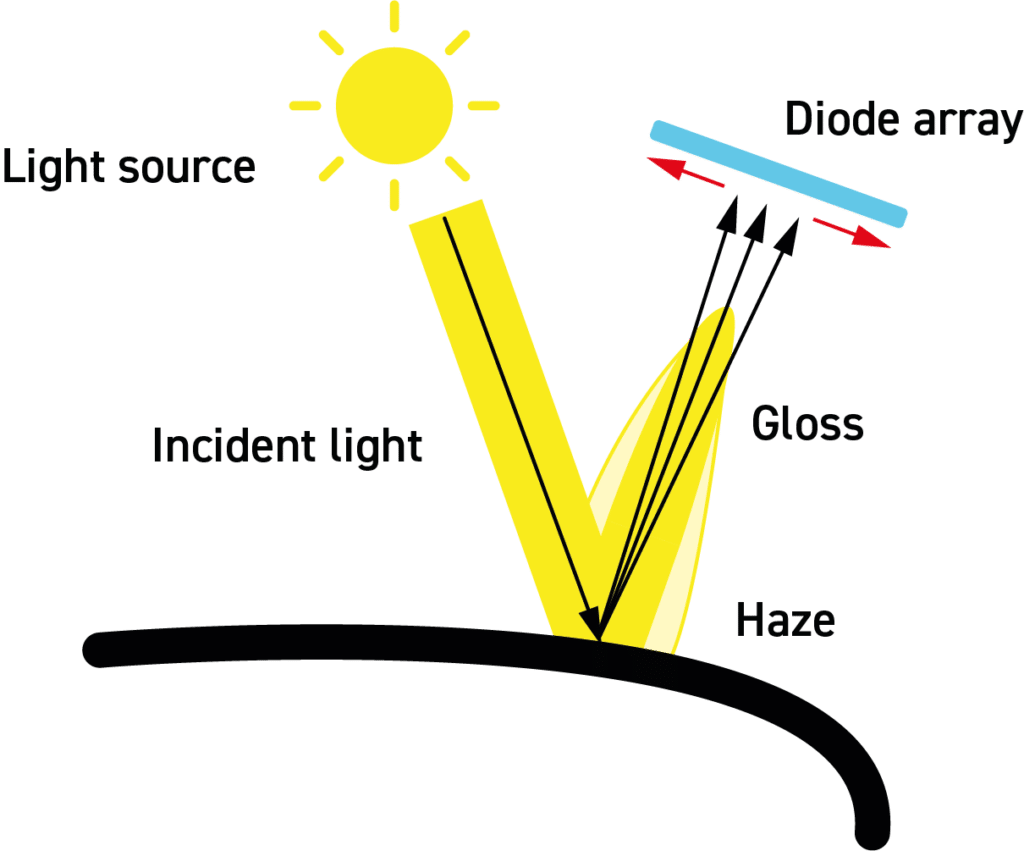
Für die Messung von Glanzschleiern/Haze werden üblicherweise Glanzschleier-Messgeräte eingesetzt. Sie verwenden den Aufbau eines Standard-Glanzmessgeräts mit zusätzlichen Detektoren, die sich um 2° versetzt auf beiden Seiten des Glanzwinkels befinden, um die Haze-Komponente zu messen.
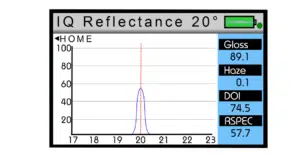
Das Rhopoint IQ enthält anstelle eines einzelnen Detektors eine LDA, eine lineare Photodiodenzeile aus 512 Elementen beim 20°-Winkel, mit der die Verteilung des reflektierten Lichts gemessen werden kann. Somit ist die Messung von Haze leicht möglich, indem die reflektierten Lichtwerte um 2° versetzt auf beiden Seiten des Glanzwinkels verwendet werden. Das Gerät kann den natürlichen Haze-Wert (HU) oder den Log Haze-Wert (HULOG) anzeigen.
Die Haze-Kompensation wird auch benötigt, um Abweichungen bei der Messung unterschiedlicher Oberflächenfarben zu korrigieren.
Da Glanzschleier (Haze, Reflexion) durch Mikrostrukturen auf einer Oberfläche verursacht werden, wird eine kleine Lichtmenge angrenzend an den Glanzwinkel reflektiert. Bei weißen Oberflächen, hellen Farben und metallischen Oberflächen tritt in dieser Region auch diffuses Streulicht auf, das im Material reflektiert wird. Das diffuse Streulicht verstärkt das Haze-Signal, sodass das Messgerätgebnis höher als erwartet ausfallen kann.
Ein Vorteil des IQ besteht darin, dass es anders als herkömmliche Geräte die Kompensation anhand eines an den Haze-Winkel angrenzenden Bereichs berechnet. Diese Technik garantiert kompatible Messwerte für Unifarben, kompensiert aber auch die gerichtete Reflexion von metallischen Beschichtungen und Spezialeffektpigmenten.
Für die Messung von DOI wird ein ähnliches Prinzip wie bei der Glanzmessung angewendet – indem Licht unter einem bestimmten Winkel auf eine Oberfläche projiziert wird. Da Orange Peel auf hoch reflektierenden Oberflächen deutlicher erkennbar ist, wird ein kleinerer Messwinkel von 20° bevorzugt. Das reflektierte Licht wird mit einem Winkel eingefangen, der dem normalen Glanzwinkel entspricht, aber diesem gegenüber liegt. Hierfür wird ein größerer Messwinkelbereich verwendet. Auf diese Weise kann die vom Glanzwinkel abgelenkte Lichtmenge bestimmt werden.
Das Rhopoint IQ verwendet die 20°/60°/85°-Geometrie eines Standard-Glanzmessgeräts, enthält jedoch anstelle eines einzelnen Detektors eine lineare Photodiodenzeile (LDA) aus 512 Elementen beim 20°-Winkel, mit der die Verteilung des reflektierten Lichts gemessen werden kann. Die Bildpunkte der LDA sind so angeordnet, dass es bei 20° ± 7,25° in Schritten von 0,02832° misst. Der Quellspalt/die Blende befindet sich senkrecht zur Ebene der einfallenden und reflektierten Strahlen in Übereinstimmung mit der Norm ISO 2813 – Bestimmung des Glanzwertes, die LDA dagegen befindet sich in der Reflexionsebene.

Die im Gerät verwendete Lichtquelle ist eine weiße Hochleistungs-LED, die so gefiltert ist, dass sie weitgehend der erforderlichen spektralen Empfindlichkeit entspricht, d. h. der photopischen Reaktionsfunktion V(λ). Das Gerät berechnet Glanzwerte anhand der Reaktion von Elementen der LDA, die den Winkeltoleranzen in ISO 2813 entsprechen.
Das Rhopoint IQ vereint die Funktionen von vier Oberflächenmessgeräten in einem handlichen Gerät.
Mit einem Tastendruck nimmt das Gerät folgende Messungen vor:



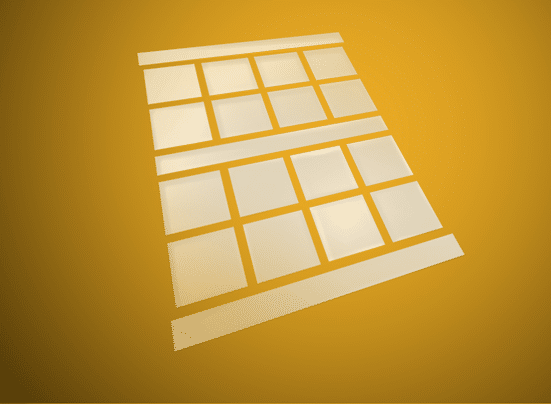
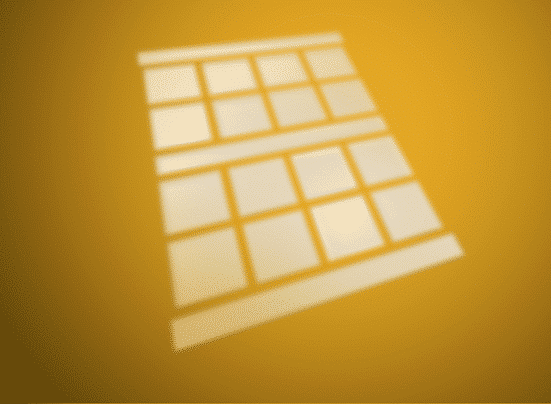
Seit Jahren wird für die Quantifizierung und Validierung des Oberflächenerscheinungsbilds ein herkömmliches Glanzmessgerät als Hilfsmittel für die Qualitätskontrolle spezifiziert und verwendet. Diese Empfehlung beruht auf dem traditionellen Messprinzip, bei dem die Menge des auf eine Oberfläche übertragenen Lichts verglichen wird mit der Menge des Lichts, die bei einem feststehenden Messwinkel von dieser Oberfläche reflektiert wird. Daraus ergibt sich der spezifische Glanzwert für diese Oberfläche. Dieser Glanzwert kann jedoch irreführend sein, da er keine anderen Effekte der Oberflächenoptik beschreibt, die visuell wahrgenommen werden.

Die 10 Platten oben verdeutlichen diesen visuellen Unterschied.
Werden diese 10 Platten mit einem herkömmlichen Glanzmessgerät geprüft, weisen alle Platten denselben Glanzwert auf. Für das Auge ist das Erscheinungsbild jedoch unterschiedlich.
Diese Diskrepanz zwischen der visuellen und der gemessenen Wahrnehmung ist auf Oberflächenstrukturen zurückzuführen, die durch große (Orange Peel) und mikroskopisch kleine Strukturen (Haze) entstehen.
Aufgrund der Einschränkungen der Messtechnologie können Glanzmessgeräte nur Glanzwerte bestimmen. Sie erkennen solche Strukturen nicht. Der Betrachter nimmt diese Oberflächen jedoch als mangelhaft war.
Haze ist Licht, das durch sehr kleine Oberflächenstrukturen neben dem Hauptreflexionswinkel reflektiert wird. Der Begriff „Haze“ bezeichnet einen milchigen Lichthof oder Glanzschleier, der auf Hochglanzoberflächen wahrgenommen wird.

Haze auf Oberflächen kann bei den meisten Beschichtungsapplikationen ein Problem darstellen, z. B. bei der Automobillackierung, der Aufbringung von Pulverbeschichtungen und anderen Hochglanzbeschichtungen. Hierfür gibt es verschiedene mögliche Ursachen, einschließlich der Unverträglichkeit von Materialien in einer Formulierung, schlechter Dispersion und Trocknungs-/Härtungs-/Einbrennproblemen.
Bei Beschichtungen ohne Haze haben Reflexionen Tiefe und Kontraste einen hohen Reflexionsgrad. Bei Beschichtungen mit Haze liegt ein leicht „milchiger“ Schleier über der Hochglanzoberfläche.
Haze wird durch Mikrostrukturen auf der Oberfläche verursacht, wodurch Licht neben der Hauptreflexionsrichtung gestreut wird.
Wird die Reflexion einer hellen Lichtquelle auf einer Oberfläche mit stark ausgeprägtem Haze betrachtet, liegen „Glanzschleier“ über dem Bild und es ist von einem hellen Lichthof umgeben.


Haze ist ein wichtiger Messwert für hochglanzpolierte Metalle und steht häufig mit Schleifkratzern und der Bearbeitungsrichtung in Zusammenhang.
Dank der linearen Diodenanordnung kann mit dem Rhopoint IQ Haze einfach gemessen werden. Dazu wird das in ASTM E430 beschriebene Verfahren eingesetzt, bei dem die Menge an Licht gemessen wird, die +/-2° auf beiden Seiten des Glanzwinkels abgelenkt wurde.
Das Gerät bietet auch eine Haze-Kompensation, um Haze-Messungen auf unterschiedlich gefärbten Oberflächen zu ermöglichen. Anderenfalls könnte das von hellen Farben wie Weiß oder Gelb ausgehende Streulicht zu überhöhten Haze-Werten führen.
Diese Messung wird vom Gerät automatisch im selben Vorgang durchgeführt.
Distinctness of Image (DOI) beschreibt die reflektierte Bildqualität einer beschichteten Oberfläche.
Zwei Oberflächen, auf die ähnliche Beschichtungen aufgebracht wurden, können identische Glanzwerte ergeben – bei visueller Betrachtung sind jedoch unter Umständen bei einer der Beschichtungen gravierende Mängel zu erkennen. Bei näherer Untersuchung stellt sich heraus, dass die bei der visuellen Prüfung durchgefallene Beschichtung ein stark strukturiertes, „genarbtes“ Erscheinungsbild hat, das auch als „Orange Peel“ bezeichnet wird. Wenn man ein reflektiertes Objekt in solch einer Beschichtung betrachtet, erscheint das Bild verschwommen und verzerrt.
Orange Peel, Welligkeit, Strukturen, Porenbildung und ähnliche Effekte können bei vielen Hochglanz-Beschichtungsapplikationen ein Problem darstellen, z. B. bei der Automobillackierung, der Aufbringung von Pulverbeschichtungen und anderen Industriezweigen, bei denen glatte und homogene Oberflächen erforderlich sind. All diese Effekte können mit dem Rhopoint IQ gemessen werden.
DOI wird in der Automobilbranche seit vielen Jahren messtechnisch und visuell bewertet. In der Vergangenheit waren DOI-Messgeräte unhandlich und teuer, und bei einigen war die Wiederholbarkeit mangelhaft. Die DOI-Messung war außerhalb der Automobilindustrie aufgrund der hohen Anschaffungskosten und geringen Nachfrage nach qualitativ hochwertigen Glanzoberflächen nicht verbreitet.

Das Rhopoint IQ misst den DOI-Wert einer Oberfläche durch Quantifizierung der Art, wie ein reflektierter Messstrahl um den Glanzwinkel aufgefächert und verzerrt wird.
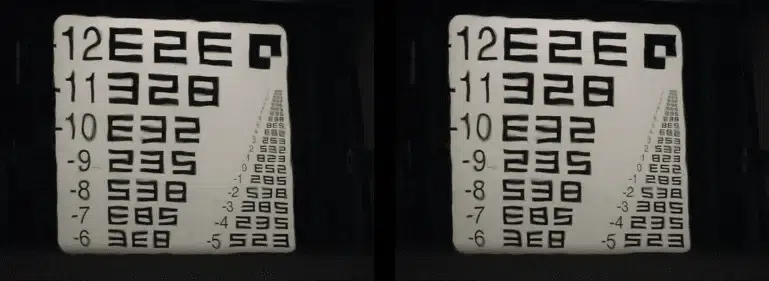
Beispiele für Prüfplatten mit niedrigen und hohen DOI-Werten. Orange Peel, Struktur, Verlauf und sonstige Schlüsselparameter können bei Beschichtungsapplikationen beurteilt werden, bei denen die Qualität von Hochglanzoberflächen immer wichtiger wird.
Der DOI-Wert einer Oberfläche ist eine Zahl zwischen Null und Hundert. Eine Oberfläche, die ein perfektes, unverzerrtes Bild darstellt, liefert den Messwert 100. Mit stärker ausgeprägten Strukturen wird das Bild verzerrt und der DOI-Wert nimmt ab.
Distinctness of Image (DOI) war einer der ersten Parameter zur Bestimmung von Oberflächenstrukturen. Ursprünglich wurde dieser Wert messtechnisch und visuell bewertet.
Distinctness of Image beschreibt die reflektierte Bildqualität einer beschichteten Oberfläche. Mit zunehmend wahrnehmbarem Orange Peel-Effekt auf einer Oberfläche nimmt die reflektierte Bildqualität ab.
Dieser Effekt kann gemessen werden, indem das um den Glanzwinkel reflektierte Licht quantifiziert wird. Eine perfekte glatte Oberfläche mit starker Reflexion liefert einen DOI von 100; dieser Wert nimmt mit steigendem Orange Peel-Effekt ab.
Der DOI-Parameter war für die Beschichtungsqualität zur Zeit seiner Entwicklung eine angemessene Messgröße. Heutzutage ist jedoch die Qualität von Beschichtungen derart angestiegen, dass die DOI-Messung in vielen Branchen an Bedeutung verloren hat.
Die reflektierte Bildqualität (RIQ) ist eine neue Messung, die von Rhopoint Instruments entwickelt wurde. Sie weist eine höhere Empfindlichkeit bei der Beurteilung hochreflektierender Beschichtungen und des Glanz-/Streuanteils von matteren Materialien auf.
Zwei hochreflektierende Beschichtungen, die sehr geringe Unterschiede hinsichtlich Orange Peel oder Struktur aufweisen, ergeben aufgrund ihrer Berechnung sehr geringe oder keine Abweichungen des DOI. Dies entspricht jedoch nicht dem visuellen Eindruck.
Durch Verringerung der Erfassungsdistanz um den Glanzwinkel und Messung des reflektierten Lichts mit der umgebenden Verzerrung wird eine deutlich höhere Auflösungskraft mit höherer Linearität erzielt, die mit dem visuellen Eindruck besser übereinstimmt.
Zwei hochreflektierende Platten mit denselben Glanzwerten weisen nur geringe Abweichungen des DOI auf, haben aber ein unterschiedliches Erscheinungsbild. Bei der Verwendung von RIQ ergibt sich jedoch eine größere Abweichung.

Der RIQ-Wert einer Oberfläche ist ebenfalls eine Zahl zwischen Null und Hundert. Eine Oberfläche mit einem perfekten, unverzerrten Bild liefert den Messwert 100. Mit abnehmendem Wert ist die Oberflächenstruktur stärker ausgeprägt und das Bild weniger scharf.

Bei der DOI-Messung werden wenig ausgeprägte Orange Peel-Effekte bei hochqualitativen Oberflächen nicht erkannt.
RIQ reagiert stärker auf Orange Peel in einem breiteren Spektrum der Oberflächengüte.
RIQ weist eine höhere Empfindlichkeit bei Mattglanzoberflächen mit Glanz-/Streuanteil auf.
Die RIQ-Messung kann Unterschiede im Erscheinungsbild einer Oberfläche quantifizieren basierend auf:
Die Werte für Glanz, Haze, DOI und RIQ werden gleichzeitig in einer kurzen Messung mit dem Rhopoint IQ ermittelt.
Und das ist nicht alles: Die Ebenheit einer Oberfläche wirkt sich auch auf die Zuverlässigkeit der Messungen mit einem Glanzmessgerät aus. Das Rhopoint IQ verfügt über eine Krümmungskompensation.
20° Glanz- und Haze-Messgeräte arbeiten mit einer feststehenden Geometrie. Für genaue Messungen sind somit sehr ebene Oberflächen erforderlich.
Das Rhopoint IQ verwendet hingegen einen Sensor mit 512 Elementen, der 20° +/- 7,25° misst. Der Glanzwinkel wird mathematisch errechnet.

Bei einem herkömmlichen Glanzmessgerät wird Licht von unebenen Oberflächen auf den falschen Teil des Sensors reflektiert, was zu ungenauen Glanzmessgerätgebnissen führt. Beim Rhopoint IQ wird das Licht auf verschiedene Bereiche der Diodenanordnung reflektiert und das Gerät kompensiert automatisch die Oberflächenfehler.

Linke Abbildung: ähnliches Erscheinungsbild für zwei verschiedene Oberflächen – eine der Oberflächen ist gekrümmt, das Licht wird von der Mitte der Diodenanordnung reflektiert.
Das Messgerätgebnis rechts zeigt die automatische Kompensation der Unebenheit durch das IQ.
Gesetz der Reflexion: Das einfallende Licht und das ausgehende reflektierte Licht erzeugen bezogen auf die Oberfläche denselben Winkel.
RSpec ist die in einem sehr schmalen Winkelbereich in Reflexionsrichtung gemessene Spitzenreflexion +/- 0,0991º.
RSpec reagiert sehr empfindlich auf Oberflächenstrukturen. Strukturen oder Welligkeit wirken wie ein konkaver oder konvexer Reflektor, der Licht um den Glanzwinkel ablenkt. Wenn RSpec gleich dem Glanzwert ist, ist die Oberfläche glatt. Je mehr Struktur, desto niedriger ist der RSpec-Wert.

Die Abbildung oben zeigt die Werte für zwei Platten, auf die dieselbe Beschichtung aufgetragen wurde. Die erste Beschichtung weist Orange Peel/Welligkeit aufgrund der fehlerhaften Einstellung der Spritzpistole für den Farbauftrag auf.





Das Gerät sollte vor dem Einsatz kalibriert werden. Ebenso sollte es bei einer Veränderung der Umgebungsbedingungen (Temperatur, Feuchtigkeit, usw.) kalibriert werden. Generell sollte die Kalibrierung geprüft werden, indem bei Dauereinsatz mindestens jede halbe Stunde eine Messung am mitgelieferten Standard durchgeführt wird.
Wir empfehlen, die Geräte einmal im Jahr an Rhopoint oder ein autorisiertes Servicezentrum zu senden. Geräte der aktuellen Generation weisen Sie auf eine fällige Neukalibrierung hin.
Sie können die vom Gerät ausgegebene Warnung verwerfen, indem Sie die Messtaste in der Mitte drücken. Das Gerät funktioniert ordnungsgemäß. Die Nachricht basiert auf dem im Gerät gespeicherten Kalibrierdatum, das dem Kalibrierdatum auf dem Zertifikat entspricht. Die Kalibrierung ist gültig für 1 Jahr ab dem Datum der Kalibrierung bzw. dem Datum des Ersteinsatzes (falls angegeben). Nach Ablauf dieser Frist kann das Gerät nur mehr für Vergleichszwecke verwendet werden. Es darf nicht als Teil eines rückführbaren Prozesses eingesetzt werden.
Das Gerät muss für eine Neukalibrierung an ein autorisiertes Servicezentrum gesendet werden.
Für die Beseitigung von Staub wurde ein Reinigungstuch mitgeliefert. Achten Sie darauf, immer nur eine Seite des Tuchs zu berühren, während Sie die andere Seite für die Reinigung der Platte einsetzen. Dadurch wird verhindert, dass sich über die Zeit Fette von den Fingern auf dem Tuch ansammeln. Wenn Sie ein Ersatztuch benötigen, wenden Sie sich an ein autorisiertes Servicezentrum oder verwenden Sie ein ungebrauchtes Brillenreinigungstuch.
Liegt die Vermutung nahe, dass sich auf der Platte ölige Spuren befinden, hauchen Sie darauf. Fettflecken zeigen sich dadurch mit einem regenbogenartigen Schimmer. Normalerweise können Sie diese einfach mit einem frischen Reinigungstuch abwischen. Größere Mengen Fett können mit Isopropylalkohol entfernt werden. Achten Sie darauf, dass die noch feuchte Platte mit einem fusselfreien Tuch vollständig vom Isopropylalkohol befreit wird. Lassen Sie die Platte vor dem nächsten Einsatz bis zu eine Stunde ruhen.
Staub kann auch mit trockener, sauberer Kompressorluft entfernt werden, falls verfügbar.
Die Kalibrierplatte muss ausgetauscht werden, wenn der Lesebereich auf der Platte beschädigt ist.

Falls Sie nicht sicher sind, ob ein Austausch erforderlich ist, wenden Sie sich an unsere Serviceabteilung.
Für eine vollständige Kalibrierung müssen beide eingesendet werden. Das Glanzmessgerät muss mit einem zertifizierten Standard für rückführbare Ergebnisse verwendet werden. Seine Linearität wird gegen die NIST-Standards geprüft. Der Platte wird ein Wert zugewiesen. Wird das Gerät an der bereitgestellten Platte kalibriert, sind die Ergebnisse auf unsere NIST-Zertifizierung rückführbar im Einklang mit BS EN ISO 2813, dem wichtigsten Standard für die Glanzmessung.
Wir bieten auch eine Kalibrieroption nur für Platten an, empfehlen jedoch, diese nur für Zusatzplatten in Anspruch zu nehmen.
Prüfen Sie als erstes die Batterie. Schließen Sie das Gerät mit einem USB-Kabel an eine Stromquelle an. Das kann ein Computer sein oder auch der mitgelieferte Netzstrom- zu USB-Adapter. Lassen Sie das Gerät für 30 Sekunden angeschlossen und versuchen Sie es dann zu starten.
Wenn das Gerät einen Signalton ausgibt, sich aber der Bildschirm nicht einschaltet, deutet dies auf ein Problem mit dem Bildschirm hin. Das Gerät muss zur Reparatur an ein autorisiertes Servicezentrum von Rhopoint eingesendet werden.
Wenn bei gedrücktem Netzschalter die LED-Lichter an der Grundplatte des Geräts aufleuchten, befindet sich das Gerät im Programmiermodus. Das Gerät muss zur Reparatur an ein autorisiertes Servicezentrum eingesendet werden.
Wenn die Kalibrierung fehlschlägt, kann eine der drei nachstehenden Fehlermeldungen angezeigt werden:
Diese Meldung erscheint, wenn die Ergebnisse einer Kalibrierung nicht mit den gespeicherten Ergebnissen übereinstimmen. Wenn Sie Ihr Gerät mit einer anderen Kalibrierplatte als der üblichen kalibriert haben (z. B. mit einer Mittelglanzplatte), können Sie diese Nachricht getrost ignorieren.
Prüfen Sie den korrekten Sitz des Geräts auf der Kalibrierplatte und stellen Sie sicher, dass die mit dem Gerät mitgelieferte weiße Schutzhülle entfernt wurde.
Überprüfen Sie die Kalibrierplatte und die Optik auf Verunreinigungen. Die Oberflächen können mit einem rückständefreien Lösungsmittel (z. B. Isopropylalkohol) gereinigt werden.
Diese Meldung wird bei Geräten mit Haze-Messfunktion angezeigt, wenn der Haze-Wert höher als erwartet ist. Wenn Sie mit einer Mattglanzkalibrierplatte kalibrieren, können Sie diese Meldung getrost ignorieren. Sollten Sie eine solche Kalibrierung regelmäßig durchführen, kann die Haze-Toleranz im Kalibrierungsmenü höher eingestellt werden.
Prüfen Sie den korrekten Sitz des Geräts auf der Kalibrierplatte und stellen Sie sicher, dass die mit dem Gerät mitgelieferte weiße Schutzhülle entfernt wurde.
Überprüfen Sie die Kalibrierplatte und die Optik auf Verunreinigungen. Die Oberflächen können mit einem rückständefreien Lösungsmittel (z. B. Isopropylalkohol) gereinigt werden.
Die gespeicherte Kalibrierung ist verloren gegangen oder korrupt. Die einzige davon betroffene Gerätefunktion ist die Erkennung von Kalibrierfehlern. Die Meldung kann verworfen und das Gerät im normalen Betrieb verwendet werden. Dieses Problem wird im Rahmen der jährlichen Neukalibrierung durch ein autorisiertes Servicezentrum behoben.
Bitte beachten Sie, dass je nach Glanzwert unterschiedliche Glanzmesswinkel besonders geeignet sind. Der 60°-Winkel wird für Messungen bei allgemeinen Anwendungen eingesetzt. Der 20°-Winkel reagiert besonders gut bei Hochglanzwerten, während der 85°-Winkel bei Niedrigglanzwerten zu empfehlen ist.
Die physikalische Stabilität des Geräts ist ebenfalls zu berücksichtigen. Selbst die kleinste Erschütterung kann große Schwankungen in den Glanzmessgerätgebnissen bewirken.
Auch die Beschichtungsgüte der Oberfläche kann einen großen Einfluss haben. Ungleichmäßiger Farbauftrag oder Strukturen führen zu willkürlichen Abweichungen in den Glanzmessungen. Um dies zu vermeiden, empfiehlt es sich, mehrere Proben zu nehmen und den Mittelwert der Ergebnisse zu berechnen. Je ungleichmäßiger die Oberfläche, desto mehr Proben sind für eine wiederholbare Messung erforderlich.
Wenn das Gerät im falschen Messbereich verwendet wird, kann es übersättigt werden. Dies passiert, wenn auf spiegelähnlichen Oberflächen (130+ GU bei 60°) Messungen mit dem schwarzen Bereich vorgenommen werden. Für genaue Ergebnisse auf spiegelähnlichen Oberflächen muss der Bereich im Messmenü auf Spiegelglanz oder Auto eingestellt werden.
Drücken Sie zuerst die Reset-Taste, die sich an der Grundplatte des Geräts neben dem Etikett mit der Seriennummer befindet.

Bei manchen Firmwareversionen wird das Gerät bei Auftreten einer Fehlermeldung sofort heruntergefahren. Dann können die Tipps zur Fehlerbehebung unten nicht angewendet werden. In diesem Fall muss das Gerät an Rhopoint eingesendet werden.
| Code | Bedeutung | Ursache |
| 1 | config.ini kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 2 | In config.ini kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 3 | config.ini kann nicht gelesen werden | Dateisystem beschädigt |
| 4 | Beschädigte Daten in config.ini | Dateidaten beschädigt |
| 5 | calib**.dat kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 6 | In calib**.dat kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 7 | calib**.dat kann nicht gelesen werden | Dateisystem beschädigt |
| 8 | Fehler beim Speichern der Daten | Ergebnisdatei kann nicht erstellt/beschrieben werden; DataFlash voll oder fehlerhaft |
| 9 | Fehler beim Lesen von Ordnern | Fehler bei Dateisystem; DataFlash wahrscheinlich beschädigt |
| 10 | Fehler beim RTC Oszillator | Hardwarefehler bei der Hauptplatine |
| 11 | bstats.dat kann nicht erstellt werden | DataFlash voll oder fehlerhaft |
| 12 | bstats.dat kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 13 | In bstats.dat kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 14 | bstats.dat kann nicht gelesen werden | Dateisystem beschädigt |
| 15 | sysdat.bin kann nicht geöffnet werden | Datei kann nicht geöffnet werden – UC3B Flash beschädigt |
| 16 | In sysdat.bin kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 17 | sysdat.bin kann nicht gelesen werden | Dateisystem beschädigt |
| 18 | log.txt kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 19 | In log.txt kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 20 | cf.bin kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 21 | In cf.bin kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 22 | cf.bin kann nicht gelesen werden | Dateisystem beschädigt |
| 23 | Fehler beim Scanner-Mikro | Verbindung zum Scanner kann nicht hergestellt werden |
| 24 | Fehler beim Speichern der Statistikdaten | stats.csv kann nicht erstellt/beschrieben werden; DataFlash voll oder fehlerhaft |
| 25 | passfail.dat kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 26 | In passfail.dat kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 27 | passfail.dat kann nicht gelesen werden | Dateisystem beschädigt |
| 28 | Beschädigte Daten in passfail.dat | Dateidaten beschädigt |
| 29 | summary.csv kann nicht geöffnet werden | Dateisystem oder DataFlash beschädigt |
| 30 | In summary.csv kann nicht geschrieben werden | Dateisystem beschädigt oder DataFlash voll |
| 31 | summary.csv kann nicht gelöscht werden | Fehler bei Dateisystem; DataFlash wahrscheinlich beschädigt |
| 32 | Nicht definierter Fehler | Hardwarefehler bei der Hauptplatine |
Löschen Sie die config.ini:
Fehlercode 2 kann durch einen vollen Speicher verursacht werden.
Diese Fehler müssen von einem autorisierten Servicetechniker behoben werden.
Prüfen Sie, ob der Speicher voll ist. Wenn ja, löschen Sie Messungen. Sie können sie zuvor auf einem PC speichern und archivieren. Besteht das Problem weiterhin oder ist der Speicher nicht voll, muss das Gerät an einen autorisierten Servicetechniker gesendet werden.
Stellen Sie bei Fehlercode 16 sicher, dass der Speicher nicht voll ist. Wenn der Fehler dadurch nicht behoben wird, muss das Gerät an einen autorisierten Servicetechniker gesendet werden.
Stellen Sie bei Fehlercode 21 sicher, dass der Speicher nicht voll ist. Wenn der Fehler dadurch nicht behoben wird, muss das Gerät an einen autorisierten Servicetechniker gesendet werden.
Drücken Sie zunächst die Reset-Taste.
Bei Geräten, die nach Juni 2023 hergestellt wurden, sollte das folgende Verfahren das Problem beheben:
Wenn das Problem weiterhin besteht, wenden Sie sich bitte an einen zugelassenen Kundendienst.
Das Gerät muss an einen autorisierten Servicetechniker gesendet werden.
Stellen Sie bei Fehlercode 26 sicher, dass der Speicher nicht voll ist. Wenn der Fehler dadurch nicht behoben wird, führen Sie die nachstehenden Schritte aus.
Stellen Sie bei Fehlercode 30 sicher, dass der Speicher nicht voll ist. Wenn der Fehler dadurch nicht behoben wird, führen Sie die nachstehenden Schritte aus.
Die Hauptplatine muss ersetzt werden. Senden Sie das Gerät an Rhopoint.
Das Gerät kann bei einer Messung in eine Endlosschleife geraten, wenn es sich nicht entscheiden kann, ob es sich bei der zu messenden Oberfläche um eine Spiegelglanz- oder eine schwarze Hochglanzoberfläche handelt. Der Übergang zwischen diesen Ausführungen liegt bei ~130 GU. Im Messmenü kann unter „RANGE“ (Bereich) die Einstellung „BLACK“ (Schwarz), „MIRROR“ (Spiegel) oder „AUTO“ gewählt werden. Wenn die gemessene Probe im Übergangsbereich liegt, versuchen Sie, den Bereich manuell einzustellen.
Bei jüngeren Firmwareversionen ist ein Wechsel zwischen Bereichen unproblematisch. Wenden Sie sich an ein autorisiertes Servicezentrum, um herauszufinden, ob für Ihr Gerät ein Firmware-Upgrade verfügbar ist.
Dieser Fehler kann auch durch die Kalibrierung hervorgerufen werden. Wenn der schwarze Bereich auf einer Spiegelglanzoberfläche kalibriert wird (oder umgekehrt), kann dieses Problem auftreten. Rufen Sie das Kalibriermenü auf und vergewissern Sie sich, dass unter „RANGE“ (Bereich) die Einstellung „BLACK“ (Schwarz) ausgewählt ist. Kalibrieren Sie dann das Gerät auf der mitgelieferten schwarzen Kalibrierplatte. Wenn eine kalibrierte Spiegelplatte vorliegt, wiederholen Sie den Vorgang mit der Spiegelplatte.
Bei älteren Firmwareversionen schaltet sich das Gerät nach einem schwerwiegenden Fehler aus. In den meisten Fällen ist der Speicher des Geräts voll. Stellen Sie sicher, dass alle wichtigen Messungen über eine USB-Verbindung auf einem Computer gesichert wurden. Schalten Sie das Gerät ein und wählen Sie im Menü die Option „Delete all batches“ (Alle Chargen löschen).
Wenn der Fehler dadurch nicht behoben wird, muss das Gerät zur Reparatur an ein autorisiertes Servicezentrum gesendet werden.
Wenden Sie sich an ein autorisiertes Servicezentrum, um herauszufinden, ob für Ihr Gerät ein Firmware-Upgrade verfügbar ist.
Beim Hochfahren errechnet das Gerät den Mittelwert des Inputs für jede Taste als Messbasis. Wenn sich ein Finger oder ein anderes leitendes Objekt beim Hochfahren in der Nähe der Taste befindet, kann dies ihre Funktion beeinflussen.
Die MFFT ist die niedrigste Temperatur, bei der ein Anstrich/eine Beschichtung in der Lage ist, einen fest zusammenhängenden Film auf einem Substrat zu bilden. Ein präziser MFFT-Wert ermöglicht eine Formulierung von Produkten, die unter spezifizierten Einsatzbedingungen korrekt aushärtet.

Wählen Sie am Gerät den Bereich 1 aus, warten Sie, bis sich die Trägerplatte stabilisiert hat, und notieren Sie die Temperaturen zwischen Punkt 1 und Punkt 10. Punkt 1 sollte bei -5 °C liegen und Punkt 10 bei 13 °C. Die Temperatur sollte über die dazwischenliegenden Punkte gleichmäßig ansteigen.
Der Betrieb des Geräts wird durch Präzisionstemperatursensoren kontrolliert, die sich auf der Rückseite der Prüfplatte befinden. Die Daten dieser Sensoren werden gegen Präzisionswiderstände abgeglichen, die auch bei verschiedenen Umgebungsbedingungen über lange Zeit stabil sind.
Somit kalibriert und reguliert sich das Gerät selbst.
| Produkte von Rhopoint | 20º Glanz | 45º Glanz | 60º Glanz | 85º Glanz | Haze (Reflectance) | Orangenschalen | RSpec | Flache Oberfläche | Gekrümmte Oberfläche | Oberflächen mit Krümmung |
|---|---|---|---|---|---|---|---|---|---|---|
| Novo-Gloss 60 Glanzmessgerät | ✓ | ✓ | ||||||||
| Novo-Gloss Trio 20/60/85 Glanzmessgerät | ✓ | ✓ | ✓ | ✓ | ||||||
| Novo-Gloss 20/60/85 Glanzmessgerät mit Haze nach ASTM E430 | ✓ | ✓ | ✓ | ✓ | ✓ | |||||
| Rhopoint IQ 20/60 Messgerät für Glanz, Haze, DOI | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Rhopoint IQ 20/60/85 Messgerät für Glanz, Haze, DOI | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| Neues Rhopoint TAMS | ✓ | ✓ | ✓ | |||||||
| Optimap3 | ✓ | ✓ | ✓ | |||||||
| Clarity-Messgerät für Beton (CCM) | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||||
| Novo-Curve Glanzmessgerät | ✓ | ✓ | ✓ | ✓ | ||||||
| Novo-Gloss Flex 60 Glanzmessgerät | ✓ | ✓ | ✓ | ✓ | ||||||
| Novo-Gloss 45 Glanzmessgerät | ✓ | ✓ |
Täglich. Bei jedem Wechsel zwischen dem Standardmesskopf und dem 2-mm- bzw. 4-mm-Adapter ist es von wesentlicher Bedeutung, dass das Gerät neu kalibriert wird.
Kalibrieren Sie es mit dem Standardmesskopf.
Der Messkopf sollte mit einem Standardadapter flach auf die zu messende Oberfläche angelegt werden.
Zur Verbesserung der Wiederholbarkeit von Messungen auf gekrümmten Oberflächen oder bei kleinen Teilen. Unabdingbar bei komplexen Krümmungen.
Der Messkopf sollte nur für Messungen auf größeren flachen Oberflächen am Gerät angeschlossen werden. Für einfache, stabile Messungen wird empfohlen, den Messkopf über das Kabel mit dem Gerät zu verbinden.
Er sollte für Messungen an allen Arten von zylindrischen Objekten verwendet werden.
Weitere Informationen entnehmen Sie bitte dem Datenblatt zum Produkt.
Damit wird die Wiederholbarkeit von Messungen bei unregelmäßig geformten Objekten verbessert.